一.断线:如何让预防断线;断线后如何处理(M&B
NTC HCT)把损失降低到最少二.硅片崩边
线式崩边 点式崩边 倒角崩边三.厚薄不均:一个角偏薄,厚薄不均四.线痕:密集线痕 亮线线痕 五.花污片:脱胶造成的花污片 清洗造成的花污片具体是什么参数比如 0
10 钢线要求瞬间破断力多少
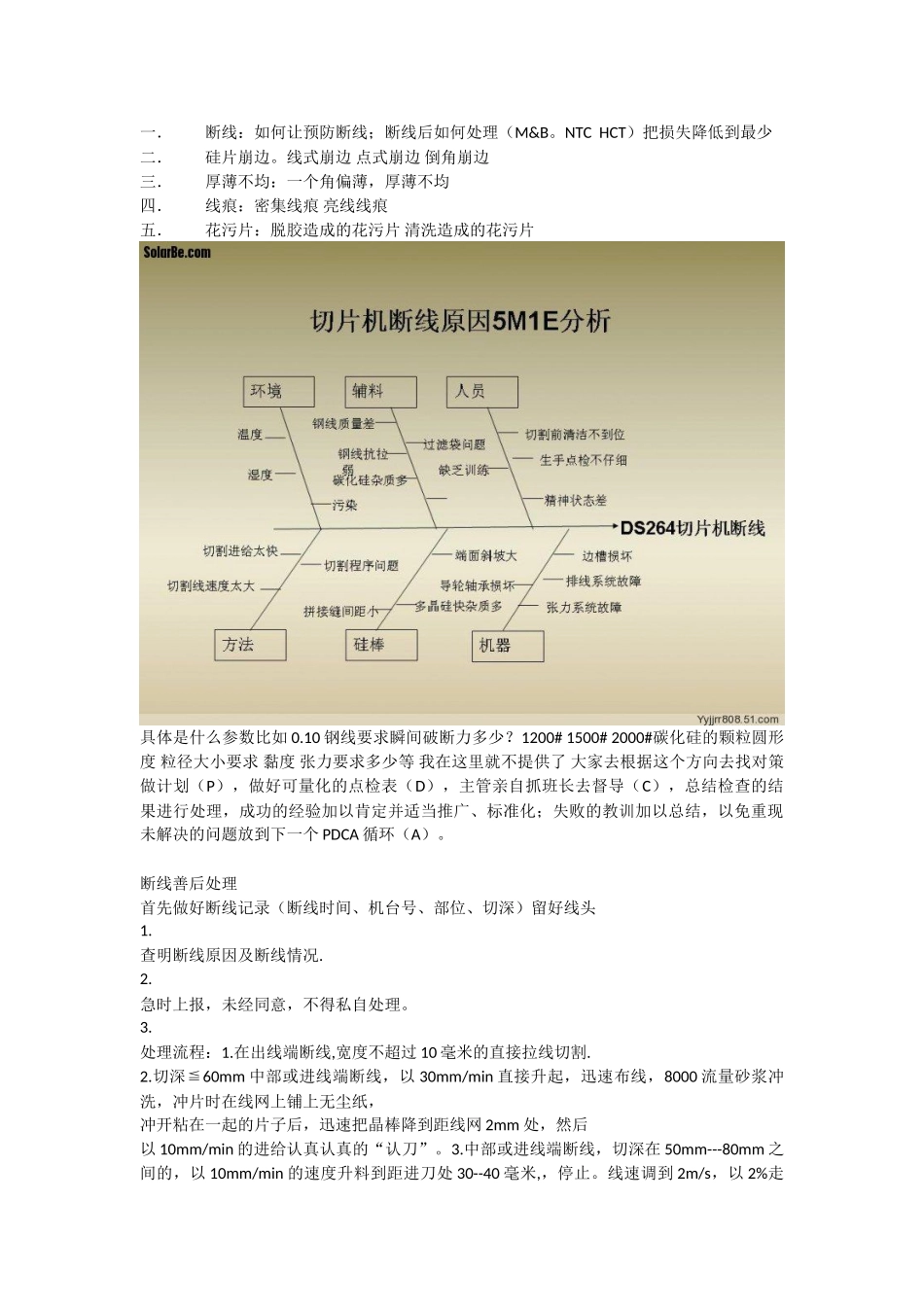
1200# 1500# 2000#碳化硅的颗粒圆形度 粒径大小要求 黏度 张力要求多少等 我在这里就不提供了 大家去根据这个方向去找对策做计划(P),做好可量化的点检表(D),主管亲自抓班长去督导(C),总结检查的结果进行处理,成功的经验加以肯定并适当推广、标准化;失败的教训加以总结,以免重现未解决的问题放到下一个 PDCA 循环(A)
断线善后处理首先做好断线记录(断线时间、机台号、部位、切深)留好线头1
查明断线原因及断线情况
急时上报,未经同意,不得私自处理
处理流程:1
在出线端断线,宽度不超过 10 毫米的直接拉线切割
切深≦60mm 中部或进线端断线,以 30mm/min 直接升起,迅速布线,8000 流量砂浆冲洗,冲片时在线网上铺上无尘纸,冲开粘在一起的片子后,迅速把晶棒降到距线网 2mm 处,然后以 10mm/min 的进给认真认真的“认刀”
中部或进线端断线,切深在 50mm---80mm 之间的,以 10mm/min 的速度升料到距进刀处 30--40 毫米,,停止
线速调到 2m/s,以 2%走线 1cm,以调平线网,停止
打开砂浆 8000 流量均匀冲片子
把晶棒两侧的线网小心的剪掉(剪时要用手捏着),留出 3-4 厘米的线头,另一端不剪
(进线端有线网的一定要保留该部分线网,以便重新布线
剪两侧线网时一定要用手或其他夹紧物,夹紧预留的线网头
)布线网,重新切割
4 进线端或中部断线切深超过 80mm 的视情况能认刀的就认刀否则就反切或直接拉线正向切割