98 法制造的压水堆蒸汽发生器锻造底封头RCCM 中文版法国民用核电标准用 Mn-Ni-Mo 合金钢板压制并用顶出管嘴法制造的压水堆蒸汽发生器锻造底封头0 适用范畴 本法律规范适用于可焊的 Mn-Ni-Mo 合金钢厚板压制坯料并顶出管嘴的方法来制造的压水堆蒸汽发生器锻造底封头
1 母材 应按 M2141 零件采购技术法律规范“压水堆蒸汽发生器锻造底封用的Mn-Ni-Mo 合金厚钢板”采购制造压制封头用的厚板
2 化学成分要求2
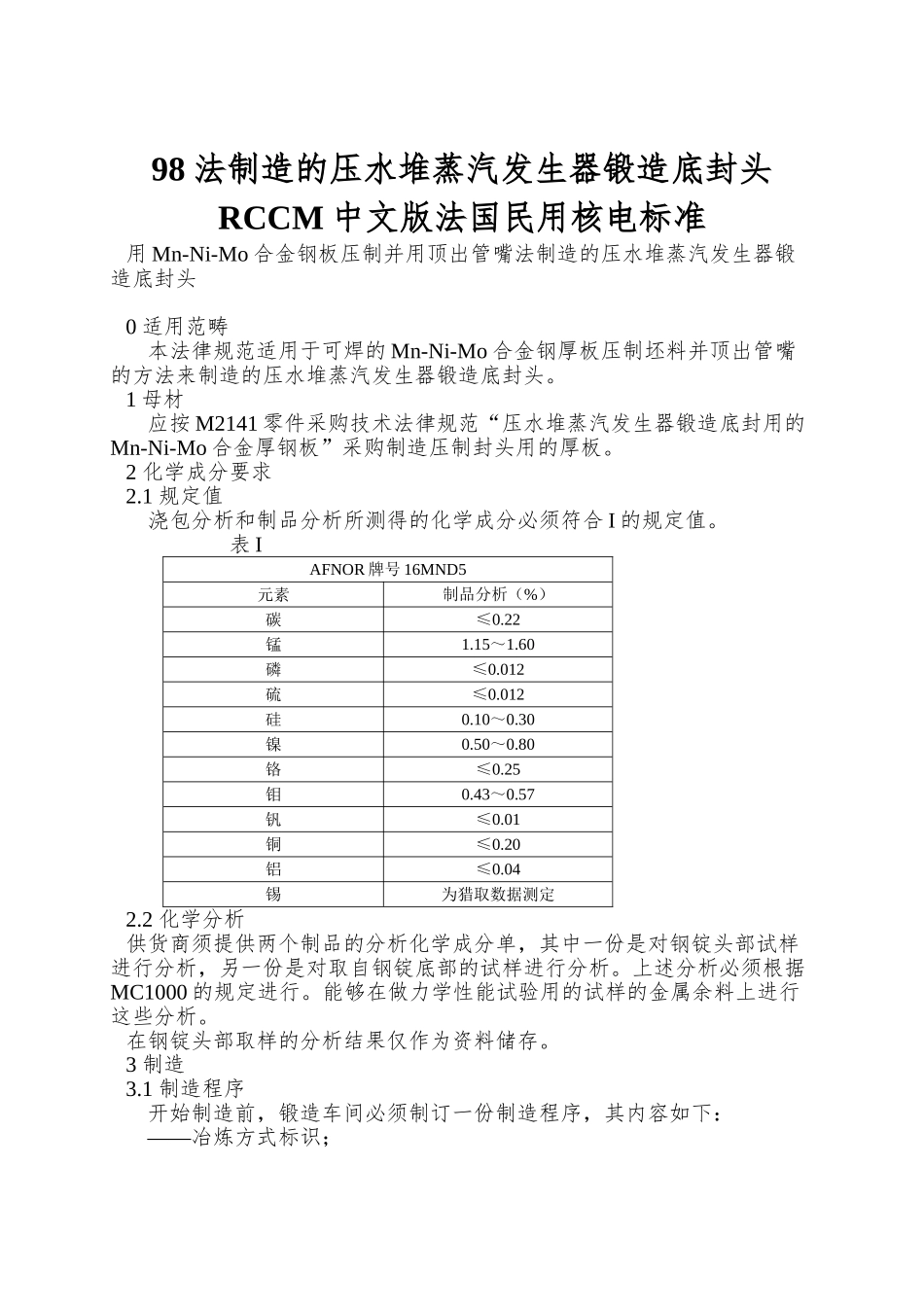
1 规定值 浇包分析和制品分析所测得的化学成分必须符合 I 的规定值
表 IAFNOR 牌号 16MND5元素制品分析(%)碳≤0
012硫≤0
04锡为猎取数据测定2
2 化学分析供货商须提供两个制品的分析化学成分单,其中一份是对钢锭头部试样进行分析,另一份是对取自钢锭底部的试样进行分析
上述分析必须根据MC1000 的规定进行
能够在做力学性能试验用的试样的金属余料上进行这些分析
在钢锭头部取样的分析结果仅作为资料储存
1 制造程序 开始制造前,锻造车间必须制订一份制造程序,其内容如下: ——冶炼方式标识; ——坯料在钢板中的位置,专门是钢锭的中心线方向和主轧制方向必须在坯料和试料上标出(见 4
6); ——所选的冲压方式,要注明最低加热温度和冷却条件; ——采纳的顶出管嘴方式,要给出在封头上进行这一操作区域的最低加热温度,从出炉到开始顶压之间最长的承诺时刻; ——验收试验用试料在封头上的位置; ——试样在试料上的位置图
必须按时刻先后顺序列出各种热处理、取样、无损检验的操作过程
锻造车间主任应通过提供必要的试验结果来证明所选用的制造程序能够使封头整体满足尺寸参数和力学性能要求