丸剂生产设备丸剂生产设备第二章丸剂是指药物细粉或药材提取物中加适宜的粘合剂或辅料制成的球形或类球形制剂,分为蜜丸、水蜜丸、水丸、糊丸、蜡丸和浓缩丸等类型
丸剂的制备方法有塑制法和泛制法两种,塑制法适用于蜜丸、糊丸、浓缩丸的制备,泛制法适用于水丸、水蜜丸、浓缩丸、糊丸等的制备
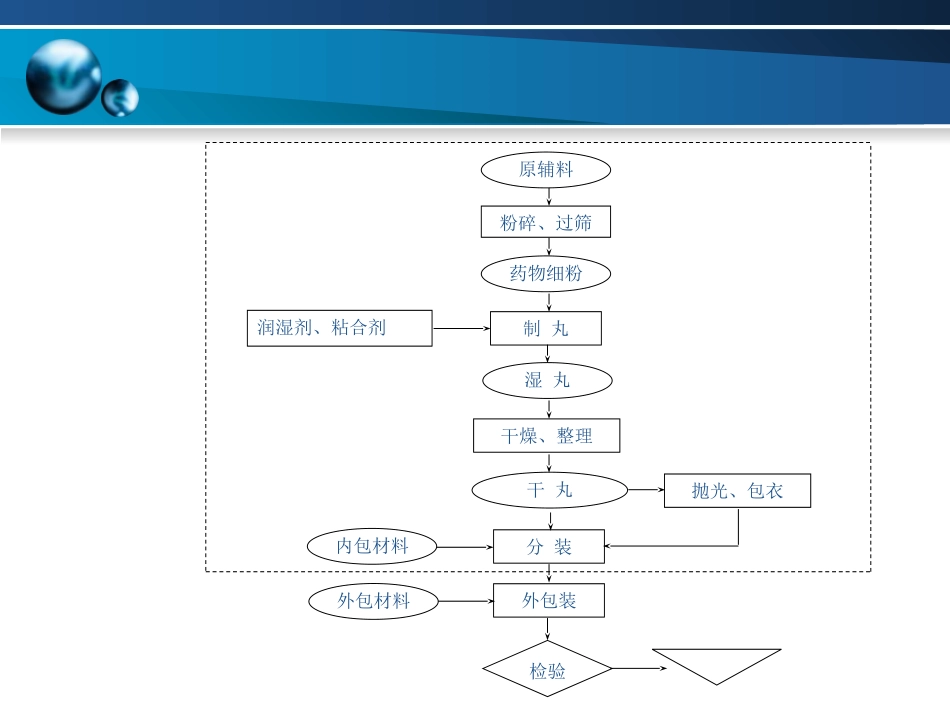
现在工业生产主要采用塑制法,其工艺流程如下图:物料:工序:检验:入库:注:虚线框内代表30万级或以上洁净生产区域粉碎、过筛原辅料药物细粉制丸润湿剂、粘合剂干燥、整理湿丸干丸分装内包材料外包装外包材料检验抛光、包衣一、常用丸剂生产设备中药丸剂的制备方法有泛制法和塑制法,泛制法如同“滚雪球”,塑制法如同“搓汤丸”
蜜丸和蜡丸常用塑制法制造,水丸、水蜜丸、糊丸、浓缩丸可用泛制法或塑制法制造
图6-12A型中药制丸机A.丸剂的泛制设备1.工艺流程:配料→泛丸→干燥→选丸→包衣→质量检验→包装2.泛制法制丸设备(1)糖衣锅糖衣锅泛丸的原理:是将药粉置于糖衣锅中,用喷雾器将润湿剂喷入糖衣锅内的药粉上,转动糖衣锅或人工搓揉使药粉均匀润湿,成为细小颗粒,继续转动成为丸模,再撒入药粉和润湿剂,滚动使丸模逐渐增大成为坚实致密、光滑圆整,大小适合的丸子,经过筛选,剔除过大或过小的丸子,最后一次加入极细粉盖面,润湿后滚动磨光,干燥、抛光筛分即得
泛制法制丸工艺较复杂,质量难控制,粉尘大,易污染,较少用
(2)CW-1500型水丸连续成丸机1特点:该设备可以使药粉直接一步泛指成丸,从而使生产自动化、连续化,制成的丸剂圆整、光洁,质量好、产量高,比包衣锅制丸前进了一步,更加符合GMP的要求
2结构:CW-1500型水丸连续成丸机组的结构包括泛丸、成丸和选丸三部分
由吸射器、料斗、圆筒筛、滑板、成丸锅、喷头、加料斗、粉斗、喷液泵构成
3工作过程:CW-1500型水丸连续成丸机操作时,先输送脉冲型号,将药粉送到加料斗,开动成丸机,加料