瓦德里希-科宝(Waldrich-Coburg)导轨磨床的技术改造一.前言瓦德里希-科保导轨磨是我公司为了制造数控机床的导轨能够全封闭在本公司加工,从旧机床市场购买的科堡公司上个世纪70年代的产品,机械和液压零部件基本完好可用,经维修后还有利用的价值
在科技高速发展的今天,用新的电子技术和控制元件改造老旧机床,是一种必然的,适用的,经济的方法
二.改造的原则及具体项目1
改造的原则和控制方案(1)应保持原机床的功能和关键结构;(2)在选用控制设备时应选用技术先进、成熟、功能适中并且大批量生产的元件,以保证今后有持续的技术支持和备件供应;(3)控制系统方案的确定:在选用控制方法时,应该遵循不能在什么情况下,改造机床都配上数控系统
如果配数控,此台机床由于有周边、万能双磨头和数控系统的特性,因此必须配上西门子840DSL数控系统才能实现全部的功能
由于改造设计必须考虑性价比,此方案从经济适用方面是不可行的
此台磨床改造,操作控制方面要想达到操作方便,自动化和效率高;集参数、给定量设定和工作状态的时时监控;多轴控制采用集中控制于一处;控制系统有自诊断和维修信息提示等功能
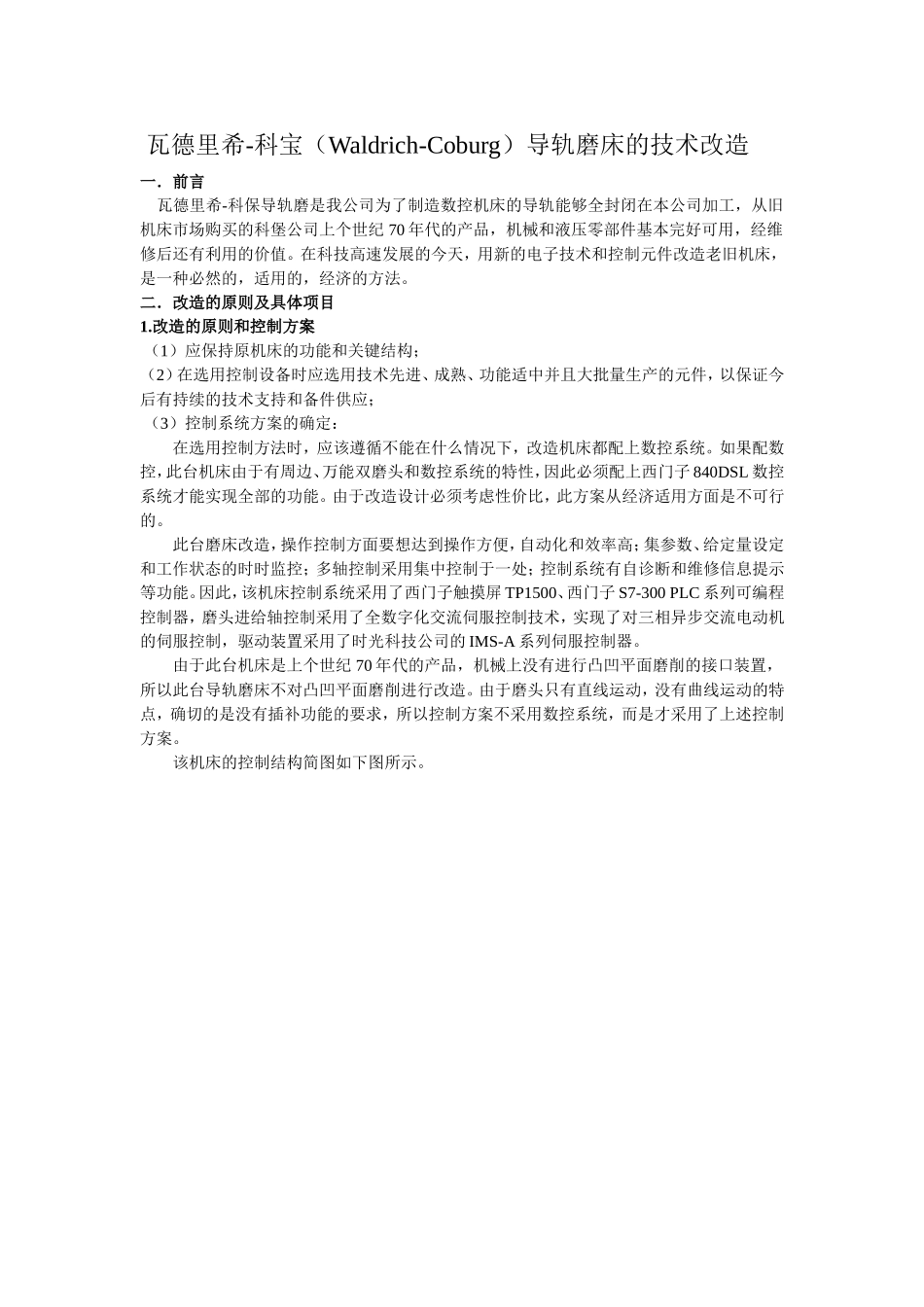
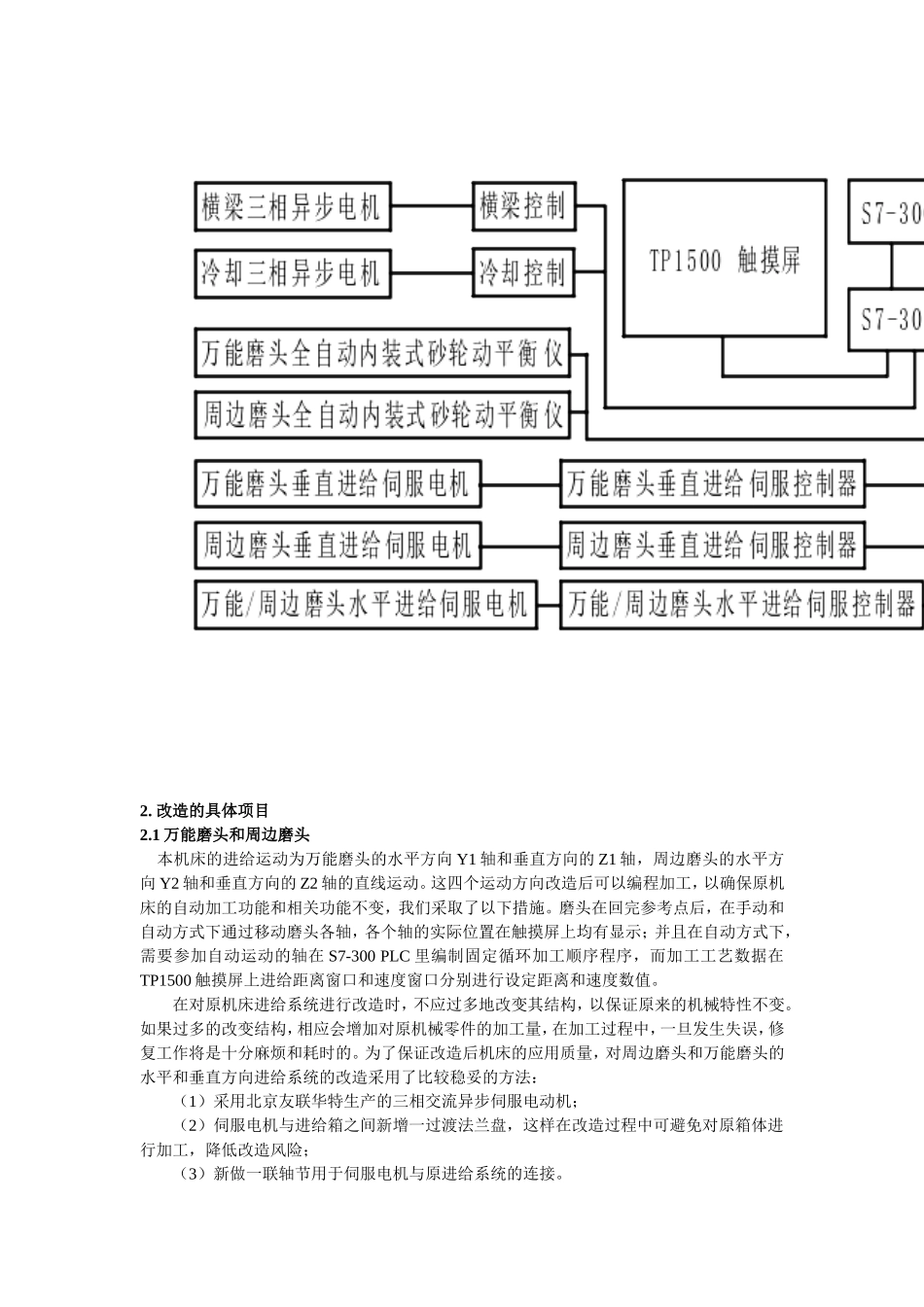
因此,该机床控制系统采用了西门子触摸屏TP1500、西门子S7-300PLC系列可编程控制器,磨头进给轴控制采用了全数字化交流伺服控制技术,实现了对三相异步交流电动机的伺服控制,驱动装置采用了时光科技公司的IMS-A系列伺服控制器
由于此台机床是上个世纪70年代的产品,机械上没有进行凸凹平面磨削的接口装置,所以此台导轨磨床不对凸凹平面磨削进行改造
由于磨头只有直线运动,没有曲线运动的特点,确切的是没有插补功能的要求,所以控制方案不采用数控系统,而是才采用了上述控制方案
该机床的控制结构简图如下图所示
改造的具体项目2
1万能磨头和周边磨头本机床的进给运动为万能磨头的水平方向Y1轴和垂直方向的Z1轴,周边磨头的