对如何提高有效设备运转率的建议欲要功其事,必先利其器
对生产企业来说”利其器”首先是要求工艺合理科学、其次是设备要有高的完好率
工艺布置一般在工厂建设完毕后就基本定局了,如要改变就相对较难
设备要有高的完好率特别是实现高的有效运转率,主要依靠设备管理,设备管理的核心就是通过对设备的了解和认知,进行维护和维修工作,是工厂中最常见最频繁的行动,特别是维护和维修所占有的资源是最大的
现代企业的设备维修可以归纳为事后维修(事故维修)、预防性维修、预知性维修和主动维修,下面我将这几种维修方式的特点比较如下
维修类型优点不足点达到该种检修的水平,需要具备的条件事后维修(事故维修)对不重要的小设备,影响和结果不严重的可以使设备寿命最大化故障随时发生,不能预计对工具、人力、备件等资源的需求高比提前检测到和提早维修,容易使修理范围扩大化
一些故障是灾难性的,需要更换整台设备,甚至导致出现人员安全问题维修成本高出3倍,附加成本和停机损失将非常巨大预防性维修可以在计划停机时进行,减少故障频率
关键设备周期性解体检修费用高,时间长预计检修周期难度大,间隔太频繁则费用高生产损失大,间隔太长则仍会发生重大事故由于估计周期不准,对一些还不需要修理的设备,修理后有出现故障的风险
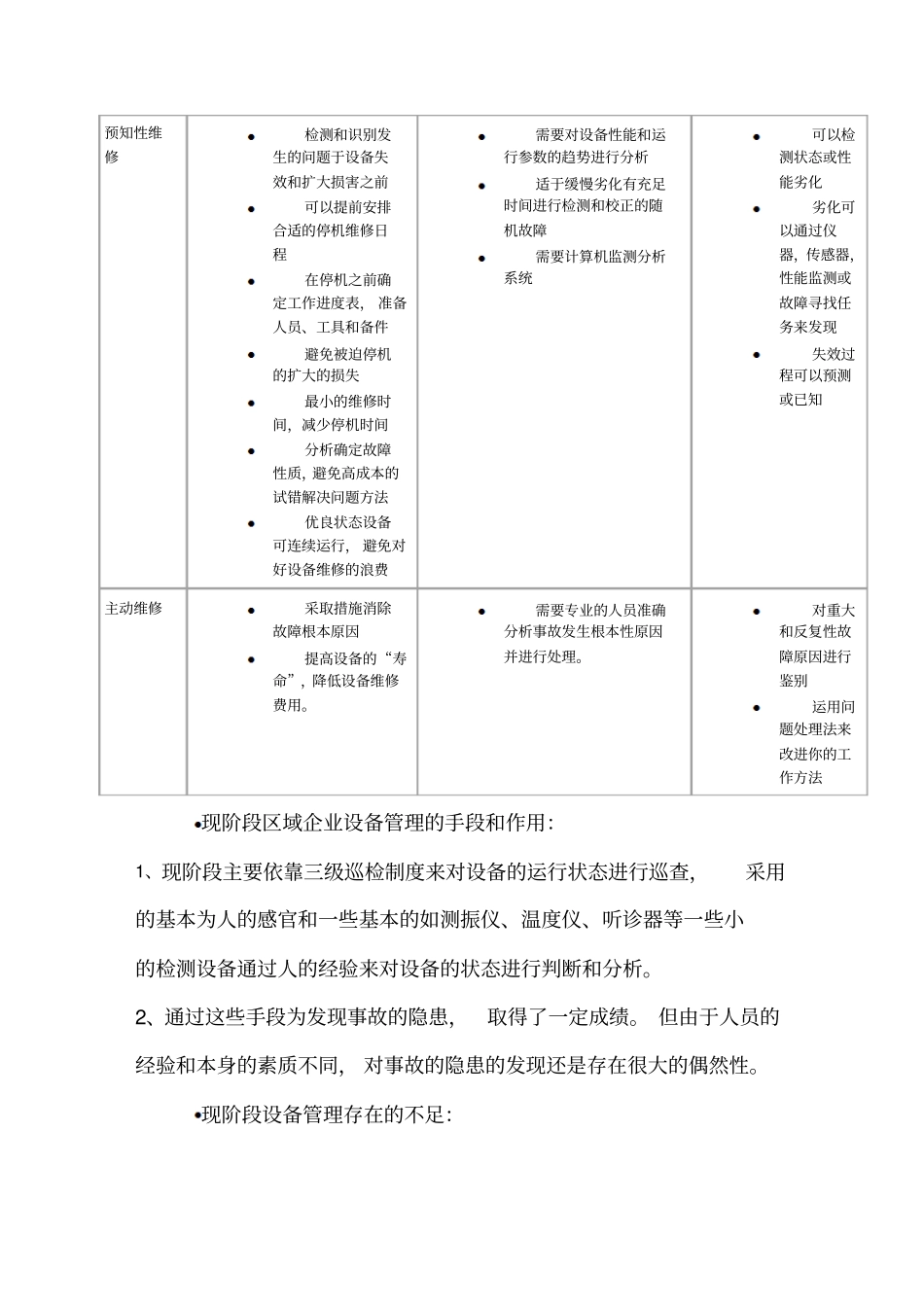
设备有可认知的“寿命”(大多数运行到此)预知性维修检测和识别发生的问题于设备失效和扩大损害之前可以提前安排合适的停机维修日程在停机之前确定工作进度表,准备人员、工具和备件避免被迫停机的扩大的损失最小的维修时间,减少停机时间分析确定故障性质,避免高成本的试错解决问题方法优良状态设备可连续运行,避免对好设备维修的浪费需要对设备性能和运行参数的趋势进行分析适于缓慢劣化有充足时间进行检测和校正的随机故障需要计算机监测分析系统可以检测状态或性能劣化劣化可以通过仪器,传感器,性能监测或故障寻找任务来发现失效过程可以预测或已知主动维修采取措施消