表面粗糙度参数Rz、Rmax、Rt、R3z、RPc等的测量在GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面粗糙度幅度参数(纵坐标平均值)R、R、Rk、Rk和间距参数、混合参数等,虽然aqskku该标准等效采用了IS04287:1997《几何产品规范(GPS)表面特征:轮廓法表面结构的术语、定义及参数》,但这些参数远远不能满足我国目前工业生产的需要,特别是在涉外产品中常常会提出一些非标的表面粗糙度参数的技术要求,例如R(DINENISO4287)、RP(prENmaxc10049)、R(DaimlerBenzStandard31007)等
这些参数的正确测量直接影响产品符合性3z的判断,因此生产部门对这些参数的准确测量都有迫切的需求
同时,对这些参数的正确认识及理解能有效地指导生产过程,在使产品技术指标满足要求的同时可有效降低生产成本
笔者在实际工作中经常会为一些厂家测量这样的参数,如发动机冷凝管内表面的R、maxR等参数、轴类零件的RP参数
现结合实例对这些参数的定义和测量方法作一些说明,以tc供参考
一、参数的定义1
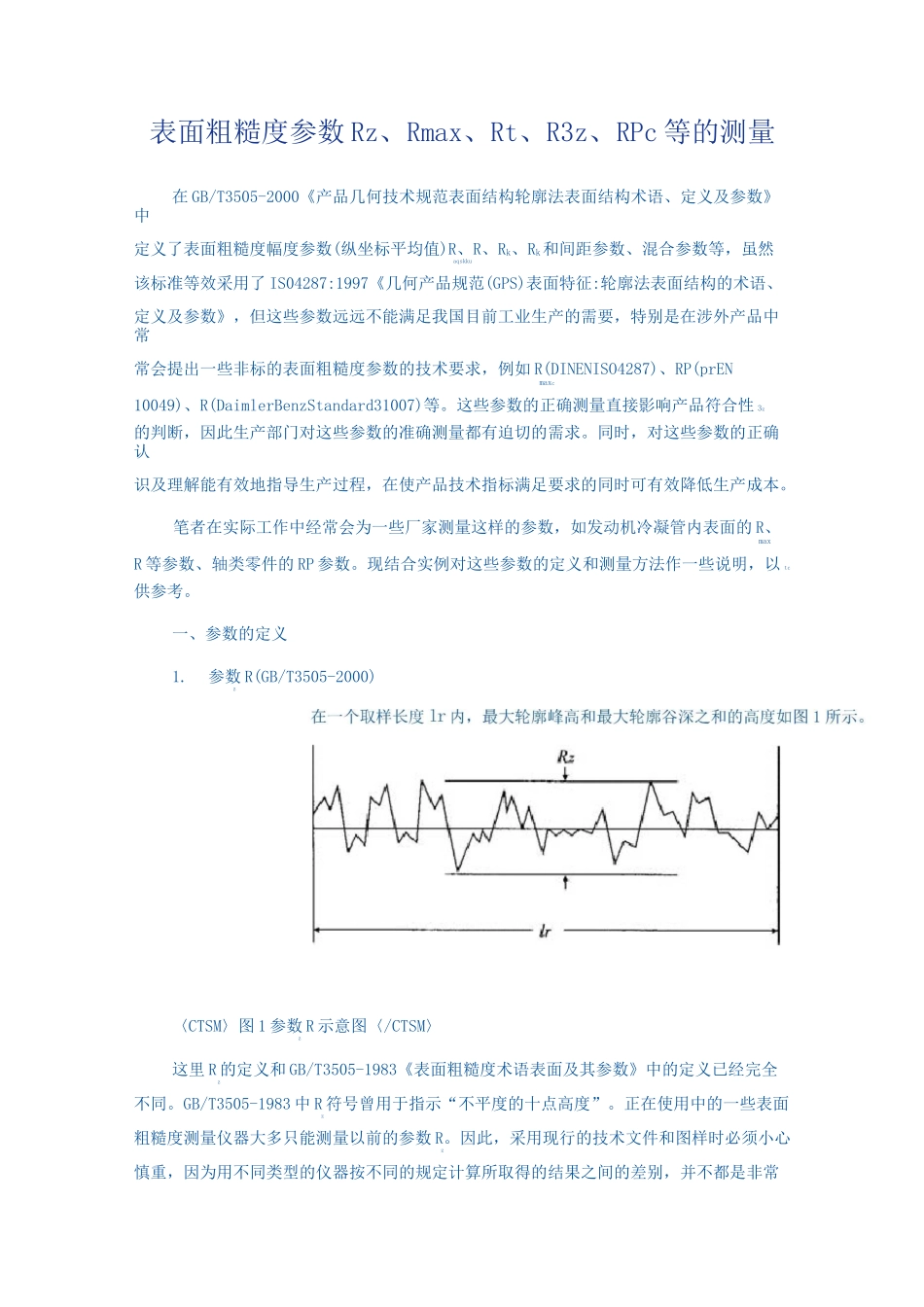
参数R(GB/T3505-2000)z〈CTSM〉图1参数R示意图〈/CTSM〉z这里R的定义和GB/T3505-1983《表面粗糙度术语表面及其参数》中的定义已经完全z不同
GB/T3505-1983中R符号曾用于指示“不平度的十点高度”
正在使用中的一些表面z粗糙度测量仪器大多只能测量以前的参数R
因此,采用现行的技术文件和图样时必须小心z慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的
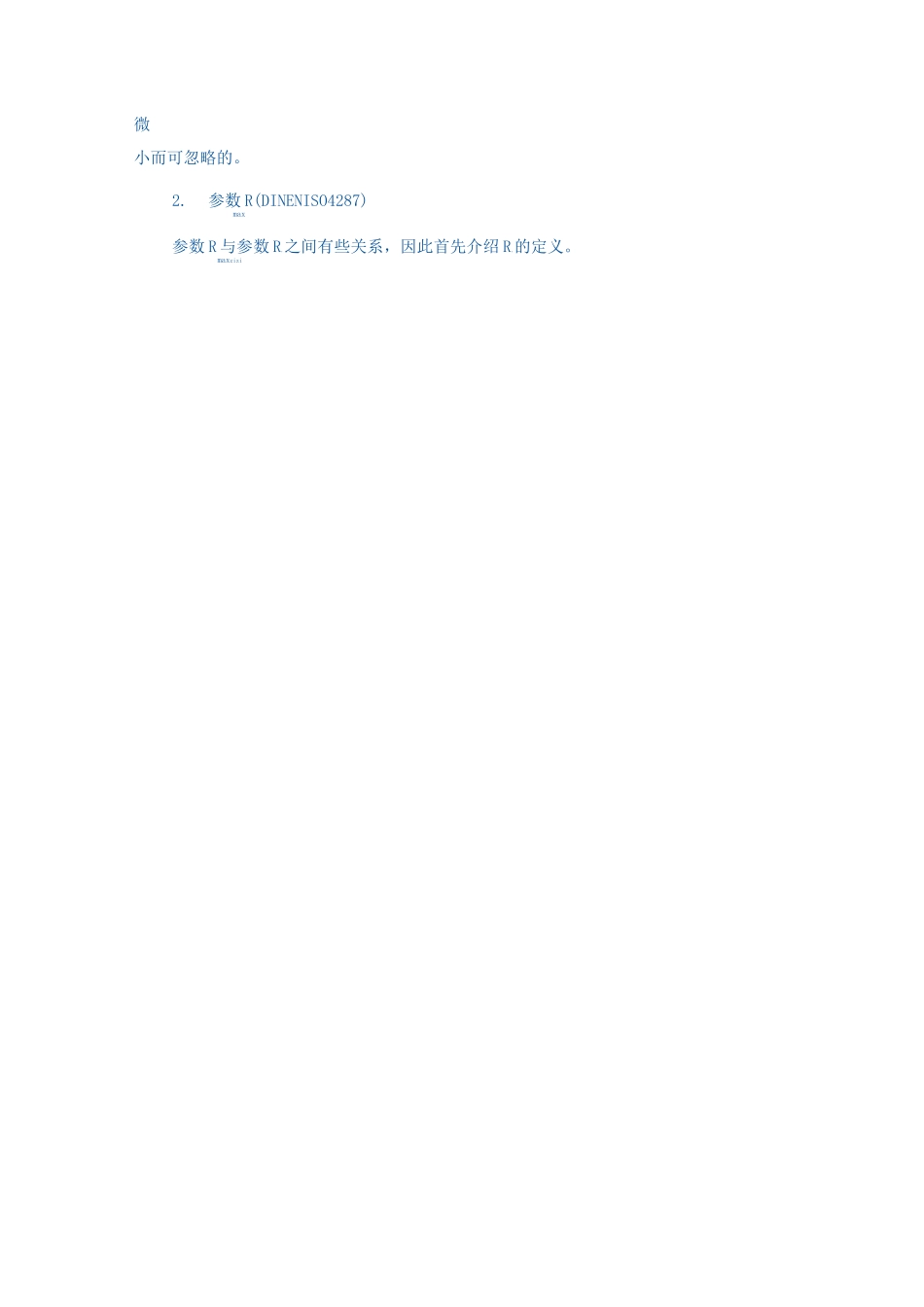
参数R(DINENISO4287)max参数R与参数R
之间有些关系,因此首先介绍R
maxziziRi的定义为,在一个取样长度lr内最高峰和最低谷之间的垂直距离