第四章数控装置第一节概述一、数控装置的作用数控装置的主要作用是,读入数控加工程序,将其转换成控制机床运动和辅助功能要求的格式,分别送给进给电机控制单元、主轴电机控制单元和PLC,具有内置PLC功能的数控装置本身具有逻辑量解算功能,直接将解算结果送给机床强电控制系统
具有闭环控制功能的数控系统还会读入机床位置检测装置发出的实际位置信号,与指令位置比较后,用其差值控制机床的移动,可以获得较高的位置控制精度
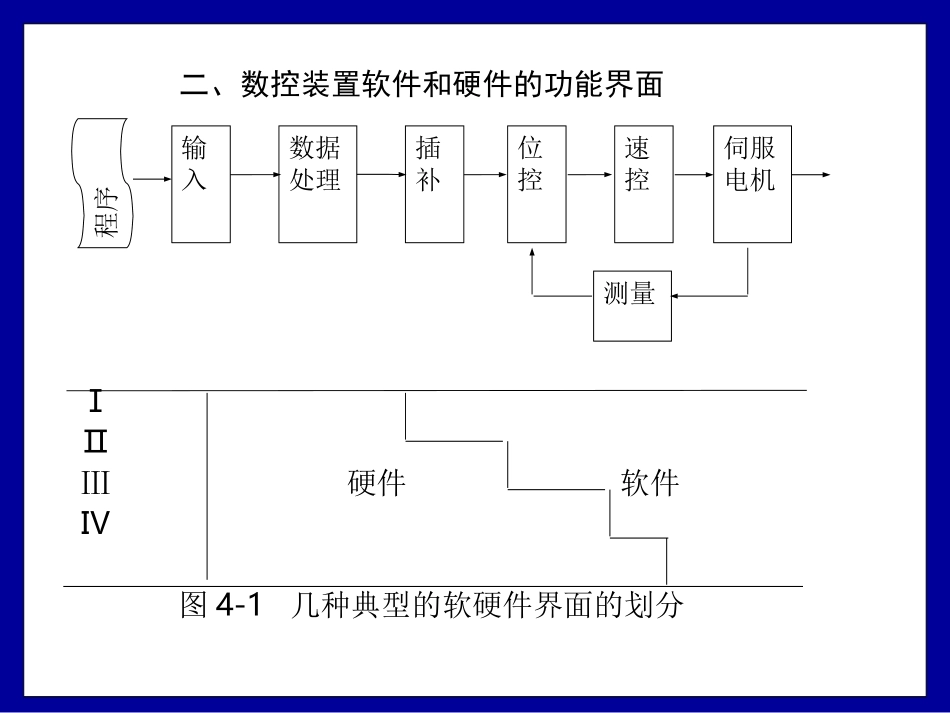
返回课件首页返回课件首页二、数控装置软件和硬件的功能界面ⅠⅡⅢ硬件软件Ⅳ图4-1几种典型的软硬件界面的划分程序输入数据处理插补位控速控伺服电机测量软硬件功能界面问题:哪些功能由软件来实现,哪些功能由硬件来实现,或怎样确定软件和硬件在数控装置中所承担的任务
四种功能界面的划分,代表了不同时期的数控装置产品
数控装置发展的趋势是软件承担的任务越来越多
这主要是由于计算机的运算处理能力不断增强,使软件运行的速度大大提高的结果
这种趋势并不是一成不变的,随着电子技术的发展,硬件的成本也在不断降低,如果硬件的制造可以做到象软件一样灵活,能够根据特殊需求,专门制做的时候,硬件所担负的功能还会逐步增加
第二节数控装置的硬件结构一、由单片机组成的数控装置图4-2用80C31单片机组成的简易数控装置的硬件系统图二、单微处理机数控装置图4-3单微处理机数控装置的结构图CPU纸带机接口RS232接口CRT/MDI接口手摇轮接口ROM接口RAM接口PLC接口位控单元位控单元位控单元主轴单元D/AD/AD/AD/A速度单元速度单元速度单元速度单元MMMMMST功能图4-4数控装置的物理结构(FANUC-6MB)三、基于网络的数控装置图4-5基于网络的数控系统结构图数控装置各功能模块间的通讯是按照SERCOS(SerialCommunicationSystem)协议进行的
图4-7表示了SERCOS协议