任务4 短套零件加工 1、教学目标 最终目标:会短套类零件的加工
促成目标: 1 、能分析短套零件的技术要求; 2 、会拟定短套加工工艺; 3 、会正确使用内径千分尺或内径百分表测量; 4 、能分析短套零件产生加工质量问题的原因
5 、牢记安全文明生产规范要求
2、工作任务 按拟定工艺完成图 4 -1 所示气缸套类零件加工 图4-1 A 110 型柴油机气缸套 3、相关实践知识 套筒类零件在机械加工中经常碰到,它在机器中主要起支承或导向作用
气缸套的结构特点:零件的主要表面为内孔与外圆;且两者的同轴度要求较高;零件壁厚较薄;加工中易变形; 零件的长度一般大于直径
主要加工方法是车削和钻削
1 选择孔加工刀具,钻床、镗床和工件安装方式 3
1 孔加工刀具类型与选用 孔加工刀具主要有麻花钻,扩孔钻,镗刀与铰刀
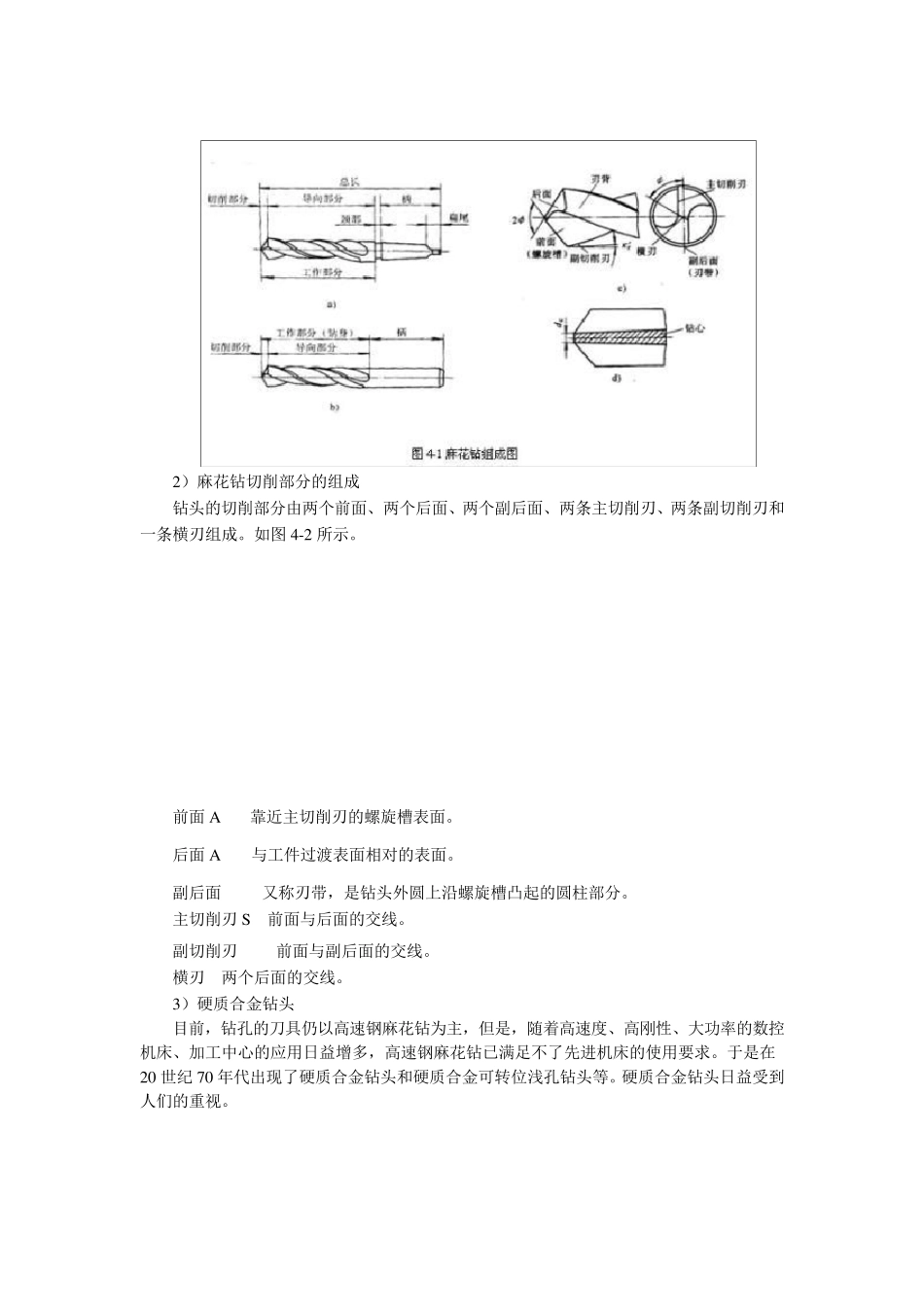
(1)麻花钻 1)麻花钻的组成 标准麻花钻由工作部分、柄部、颈部三部分组成 工作部分 工作部分是钻头的主要组成部分
它位于钻头的前半部分,也就是具有螺旋槽的部分,工作部分包括切削部分和导向部分
切削部分主要起切削的作用,导向部分主要起导向、排屑、切削部分后备的作用,如图4-1a、b 所示
为了提高钻头的强度和刚性,其工作部分的钻心厚度(用一个假设圆直径——称为钻心直径 d 表示)一般为 0.125~0.15 d (d 为钻头直径),并且钻心成正锥形,如图4-1d 所示,即从切削部分朝后方向,钻心直径逐渐增大,增大量在每100mm 长度上为 1.4~2mm
为了减少导向部分和已加工孔孔壁之间的摩擦 ,对 直径大于 lmm 的钻头,钻头外径从切削部分朝后方向制 造 出 倒 锥,形成副 偏 角 ,如图4-1c 所示
倒 锥量在每100mm 长度上为0.03~0.12mm
柄部 柄部位于钻头的后半部分,起夹 持 钻头、传 递 转 矩 的作用,如图4-1a