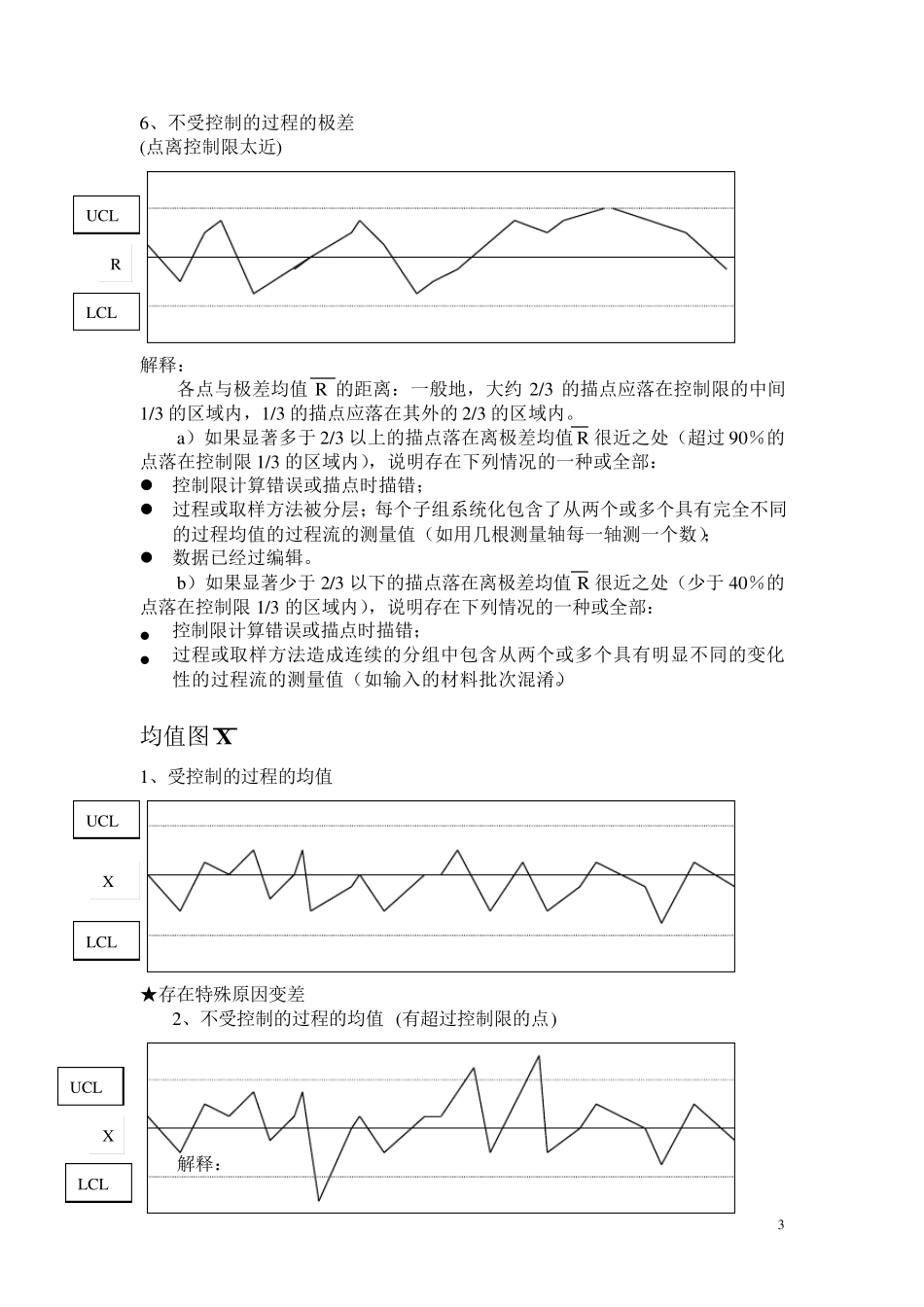
1 均值极差图(X -R 图)分析 极差图R 1、受控制的过程的极差 ★存在特殊原因变差 2、不受控制的过程的极差(有超过控制限的点) 解释: 超出极差上控制限的点通常说明存在下列情况的一种或几种: 控制限计算错误或描点时描错; 零件间的变化性或分布的宽度已经增大(即变坏),这种增大可以发生在某个时间点上,也可能是整个趋势的一部分; 测量系统变化(如不同的检具或检验员); 测量系统没有适当的分辨力
有一点位于控制限之下(样本容量大于等于7 的情况),说明存在下列情况的一种或几种: 控制限或描点错误; 分布的宽度变小(即变好); 测量系统已改变(包括数据编辑或变换)
★链——有下列现象之一表明过程已改变或出现种趋势: ● 连续 7 点位于平均值的一侧; ● 连续 7 点上升或下降
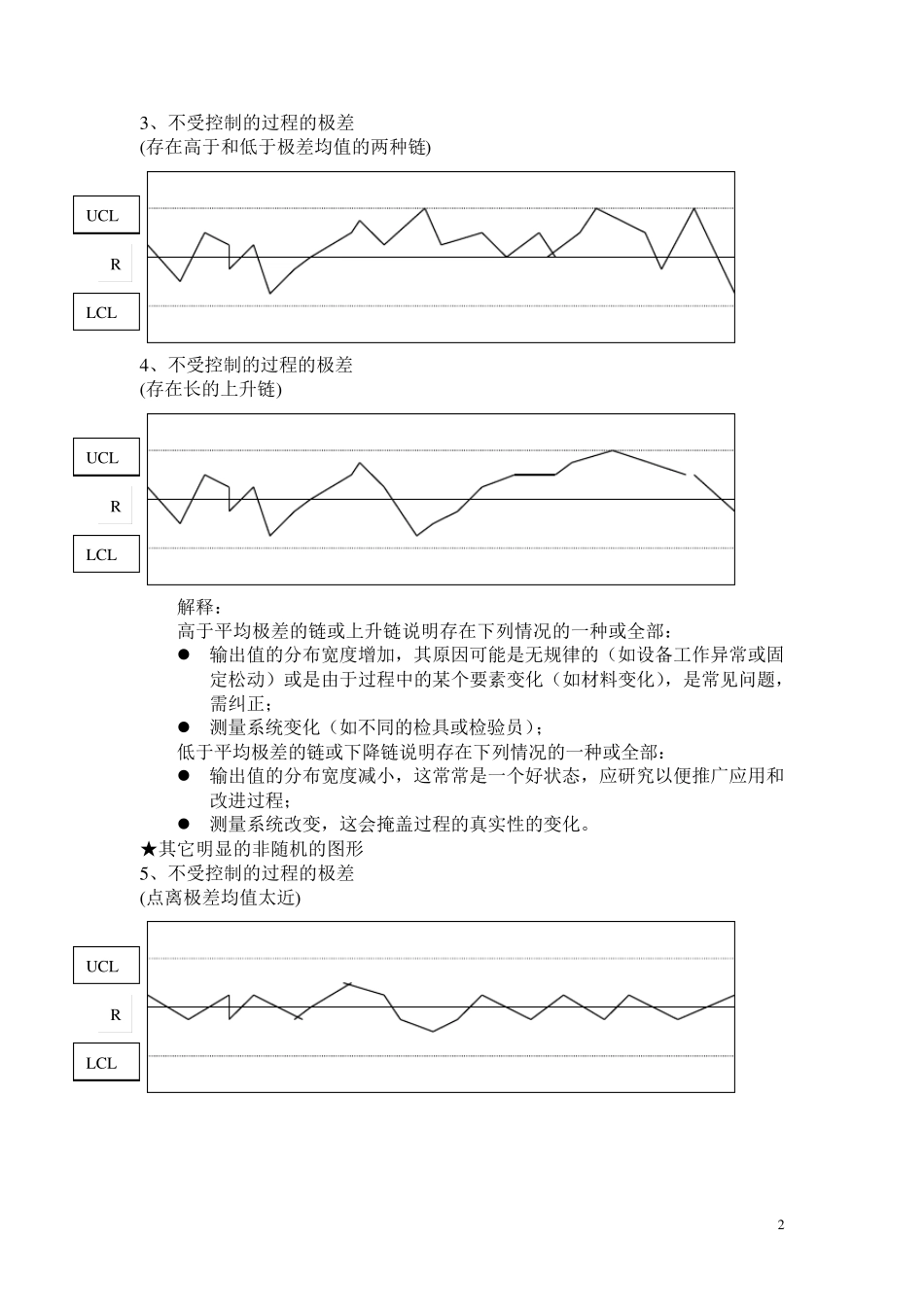
UCL LCL R UCL LCL R 2 3、不受控制的过程的极差 (存在高于和低于极差均值的两种链) 4、不受控制的过程的极差 (存在长的上升链) 解释: 高于平均极差的链或上升链说明存在下列情况的一种或全部: 输出值的分布宽度增加,其原因可能是无规律的(如设备工作异常或固定松动)或是由于过程中的某个要素变化(如材料变化),是常见问题,需纠正; 测量系统变化(如不同的检具或检验员); 低于平均极差的链或下降链说明存在下列情况的一种或全部: 输出值的分布宽度减小,这常常是一个好状态,应研究以便推广应用和改进过程; 测量系统改变,这会掩盖过程的真实性的变化
★其它明显的非随机的图形 5、不受控制的过程的极差 (点离极差均值太近) UCL LCL R UCL LCL R UCL LCL R 3 6、不受控制的过程的极差 (点离控制限太近) 解释: 各点与极差均值R 的距离:一般地,大约2/3 的描点应落在控制限的中间1/3 的区域内,1/3 的描点应