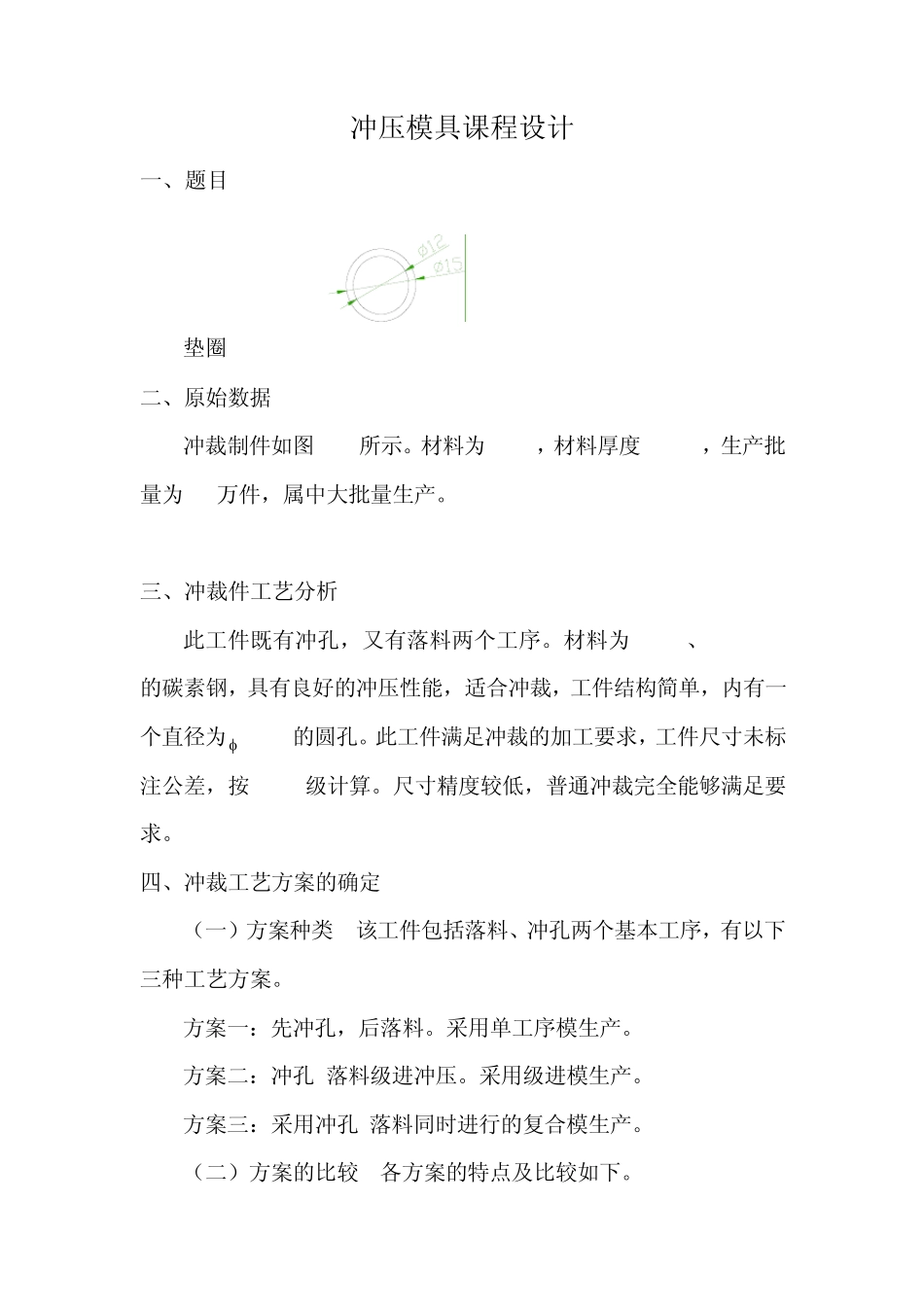
湖南涉外经济学院机械工程学部 冲压成型工艺及模具设计 课程设计任务书 机械工程 学院 材料成型及控制工程 专业 题目 垫圈冲压模具设计 任务起止日期: 2 0 1 2 年 9 月 1 8 日至 2 0 1 2 年 1 1 月 2 0 日止 学生姓名: 王曦明 班级: 材料0 9 0 2 班 指导老师: 何雅槐 日期: 系主任: 日期: 审查 学部主任: 日期: 批准 冲压模具课程设计 一、题目 垫圈 二、原始数据 冲裁制件如图 2-1所示
材料为 Q235,材料厚度 0
8mm,生产批量为 10万件,属中大批量生产
三、冲裁件工艺分析 此工件既有冲孔,又有落料两个工序
材料为 Q235、t=0
8mm的碳素钢,具有良好的冲压性能,适合冲裁,工件结构简单,内有一个直径为 12mm的圆孔
此工件满足冲裁的加工要求,工件尺寸未标注公差,按 IT14级计算
尺寸精度较低,普通冲裁完全能够满足要求
四、冲裁工艺方案的确定 (一)方案种类 该工件包括落料、冲孔两个基本工序,有以下三种工艺方案
方案一:先冲孔,后落料
采用单工序模生产
方案二:冲孔-落料级进冲压
采用级进模生产
方案三:采用冲孔-落料同时进行的复合模生产
(二)方案的比较 各方案的特点及比较如下
方案一:模具结构简单,制造方便,但需要两道工序,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需要的要求,难以满足生产需要
故不选此方案
方案二:级进模是一种多工位、效率高的加工方法
但级进模轮廓尺寸较大,制造复杂,成本较高,因而也排除此方案
方案三:只需要一套模具,工件的精度及生产效率要求都能满足,模具轮廓尺寸较小、模具的制造成本不高
故本方案用先冲孔后落料的方法
(三)方案的确定 综上所诉,本套模具采用冲孔-落料复合模