第3章 铸造生产 3
1 概述 铸造是将熔化的金属液体浇注到与零件形状相似的铸型中,待其冷却凝固后获得一定形状和性能的毛坯或零件的成形方法
1 铸造及其特点 铸件一般是毛坯,需经切削加工后才能成为零件
对精度要求较低和表面粗糙度参数值允许较大的零件,或经过特种铸造方法生产的铸件也可直接使用
铸造生产方法很多,常见有两大类: 1
砂型铸造:用型砂紧实成型的铸造方法
型砂来源广泛,价格低廉,且砂型铸造方法适应性强,因而是目前生产中用得最多、最基本的铸造方法
特种铸造:与砂型铸造不同的其它铸造方法,如熔模铸造、金属型铸造、压力铸造、低压铸造和离心铸造等
铸造生产具有以下优点: 1
可以制成外形和内腔十分复杂的毛坯
如各种箱体、床身、机架等
可铸造不同尺寸、重量及各种形状的工件;也适用于不同材料,如铸铁、铸钢、非铁合金
铸件重量可以从几克到二百吨以上
原材料来源广泛
还可利用报废的机件或切屑;工艺设备费用小,成本低
所得铸件与零件尺寸较接近
可节省金属的消耗,减少切削加工工作量
但铸件也有力学性能较差,生产工序多,质量不稳定,工人劳动条件差等缺点
随着铸造合金、铸造工艺技术的发展,特别是精密铸造的发展和新型铸造合金的成功应用,使铸件的表面质量、力学性能都有显著提高,铸件的应用范围日益扩大
铸件广泛用于机床制造、动力、交通运输、轻纺机械、冶金机械等设备
铸件重量约占机器总重量的40%~85%
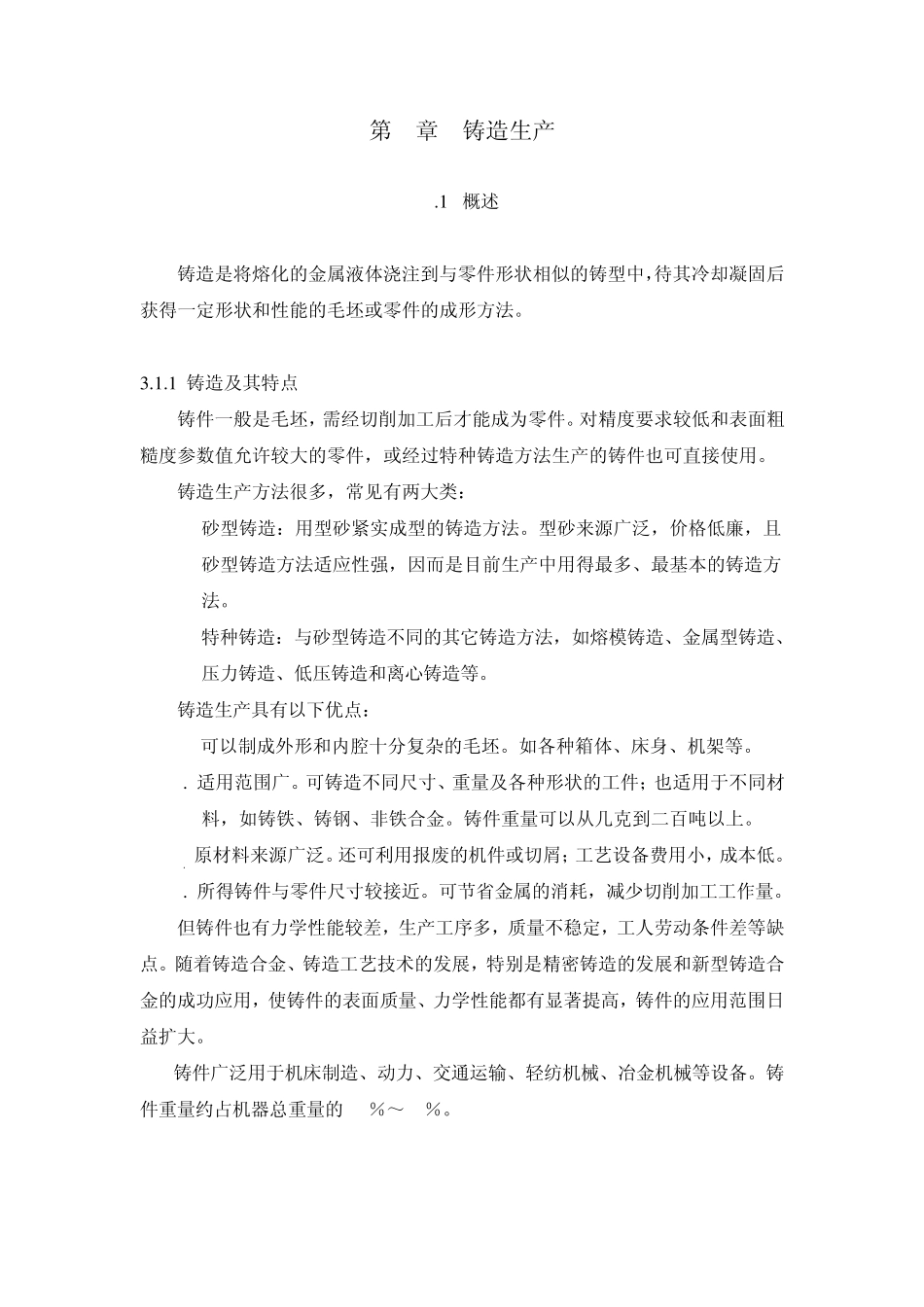
2 砂型铸造工艺过程 砂型铸造的工艺过程如图3-1所示
根据零件的形状和尺寸,设计制造模样和型芯盒;配制型砂和芯砂;用模样制造砂型;用型芯盒制造型芯;把烘干的型芯装入砂型并合型;将熔化的液态金属浇入铸型;凝固后经落砂、清理、检验即得铸件
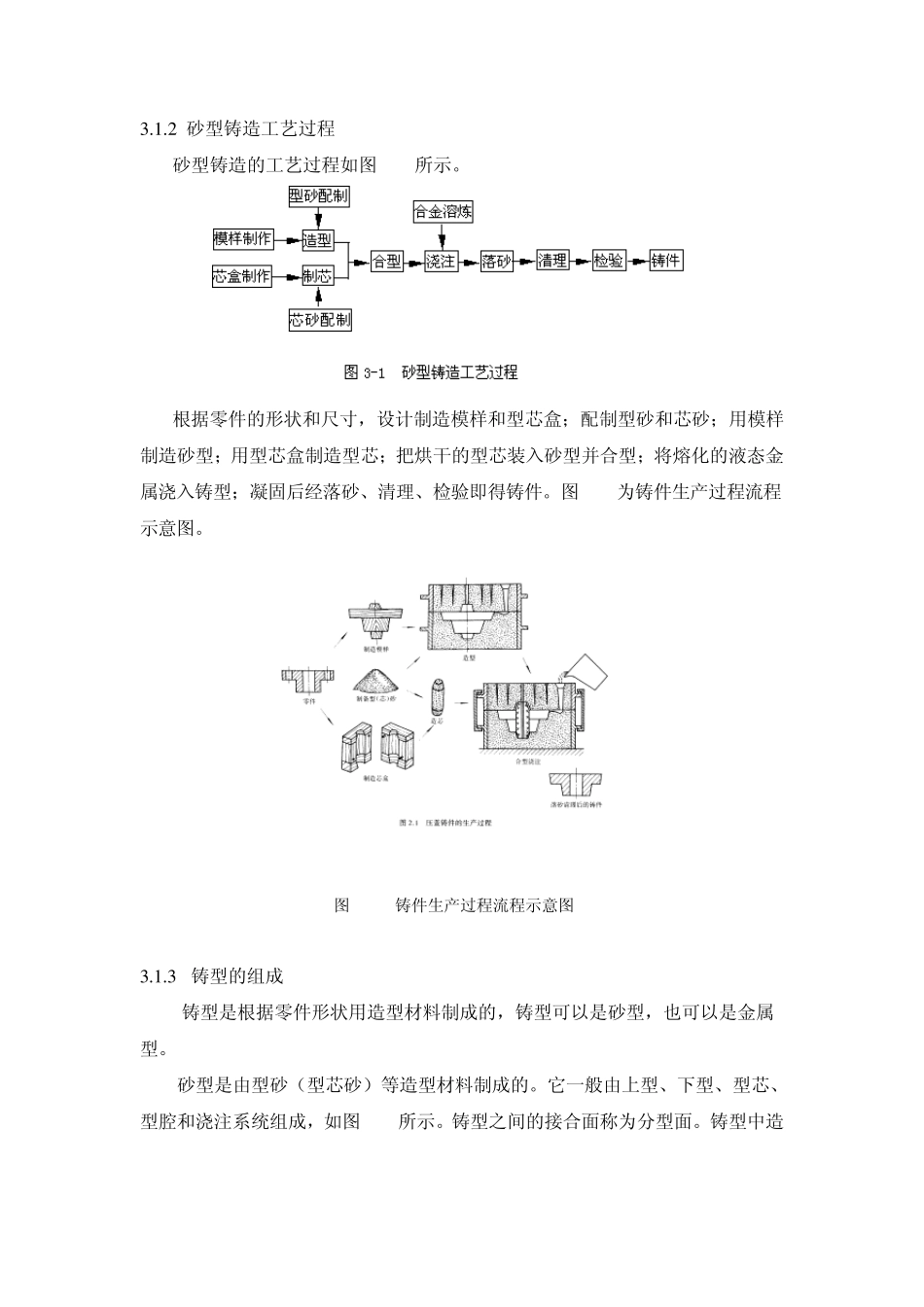
图3-2为铸件生产过程流程示意图
图3-2 铸件生产过程流程示意图 3