精品文档---下载后可任意编辑一、实验目的熟悉测量外螺纹中径的原理和方法
二、实验内容1
用螺纹千分尺测量外螺纹中径
用三针测量外螺纹中径
三、测量原理及计量器具说明1
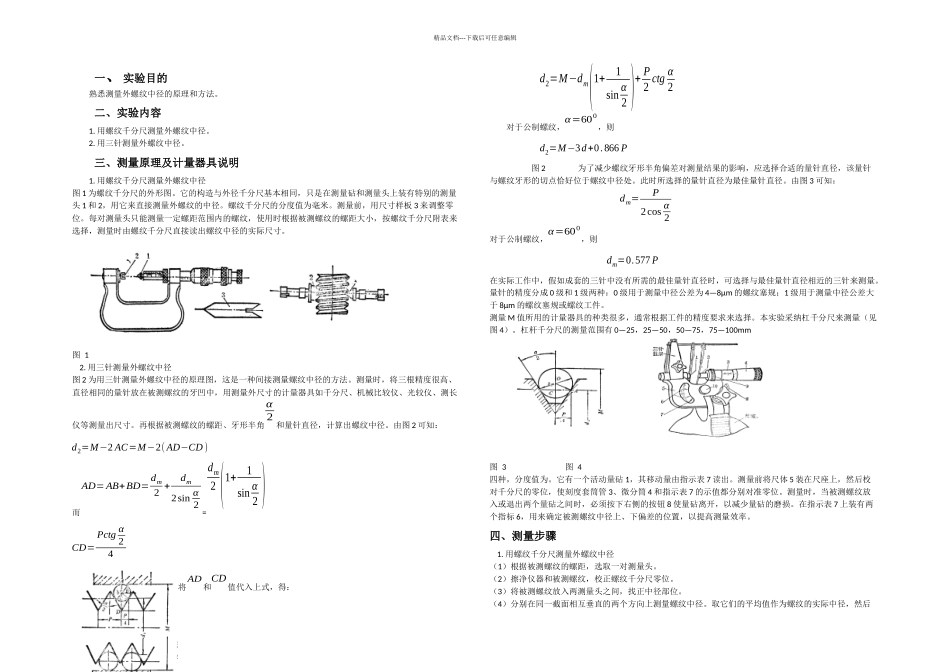
用螺纹千分尺测量外螺纹中径图 1 为螺纹千分尺的外形图
它的构造与外径千分尺基本相同,只是在测量砧和测量头上装有特别的测量头 1 和 2,用它来直接测量外螺纹的中径
螺纹千分尺的分度值为毫米
测量前,用尺寸样板 3 来调整零位
每对测量头只能测量一定螺距范围内的螺纹,使用时根据被测螺纹的螺距大小,按螺纹千分尺附表来选择,测量时由螺纹千分尺直接读出螺纹中径的实际尺寸
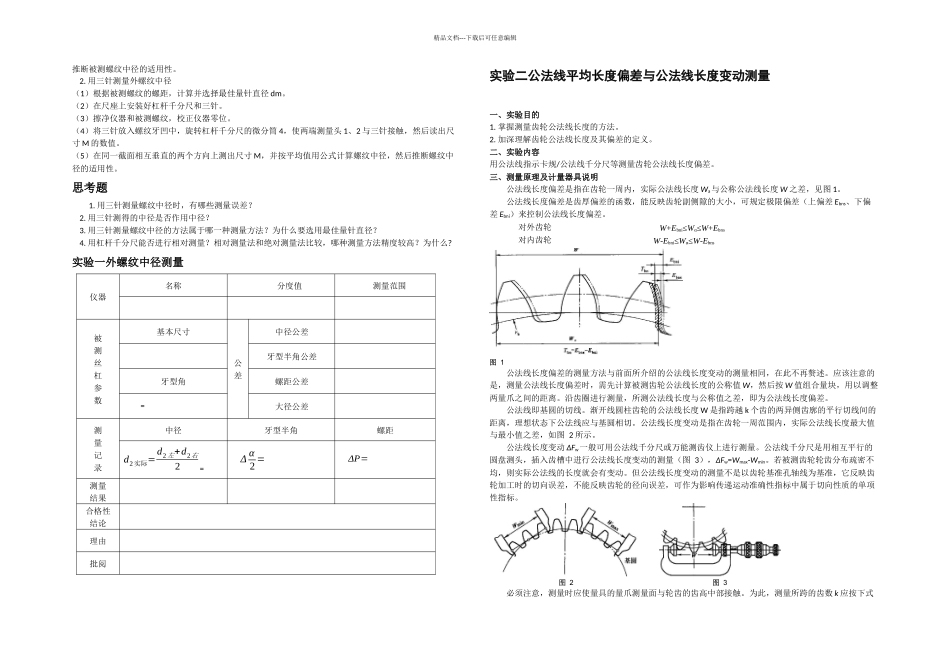
用三针测量外螺纹中径图 2 为用三针测量外螺纹中径的原理图,这是一种间接测量螺纹中径的方法
测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸
再根据被测螺纹的螺距、牙形半角α2和量针直径,计算出螺纹中径
由图 2 可知:d2=M−2 AC=M−2( AD−CD )而AD=AB+BD=dm2 +dm2sin α2=dm2 (1+1sin α2 )CD=Pctg α24将AD和CD值代入上式,得:d2=M−dm(1+1sin α2 )+ P2 ctg α2对于公制螺纹,α=600,则d2=M−3d+0
866 P图 2 为了减少螺纹牙形半角偏差对测量结果的影响,应选择合适的量针直径,该量针与螺纹牙形的切点恰好位于螺纹中径处
此时所选择的量针直径为最佳量针直径
由图 3 可知:dm=P2cos α2对于公制螺纹,α=600,则dm=0
577 P在实际工作中,假如成套的三针中没有所需的最佳量针直径时,可选择与最佳量针直径相近的三针来测量
量针的精度分成 0 级和 1 级两种:0 级用于测量中径公差为 4—8μm 的螺纹塞规;1 级用于测量中径公差大