1 课题的背景1
1 面铣削简介铣削是通过旋转多切削刃刀具沿着工件在设定方向进给运动,从而完成金属切削,形成已加工表面[1]
铣削的方式很多,其中,利用端面刃对工件进行切削称为端铣或者面铣,主要用于铣削平面[1]
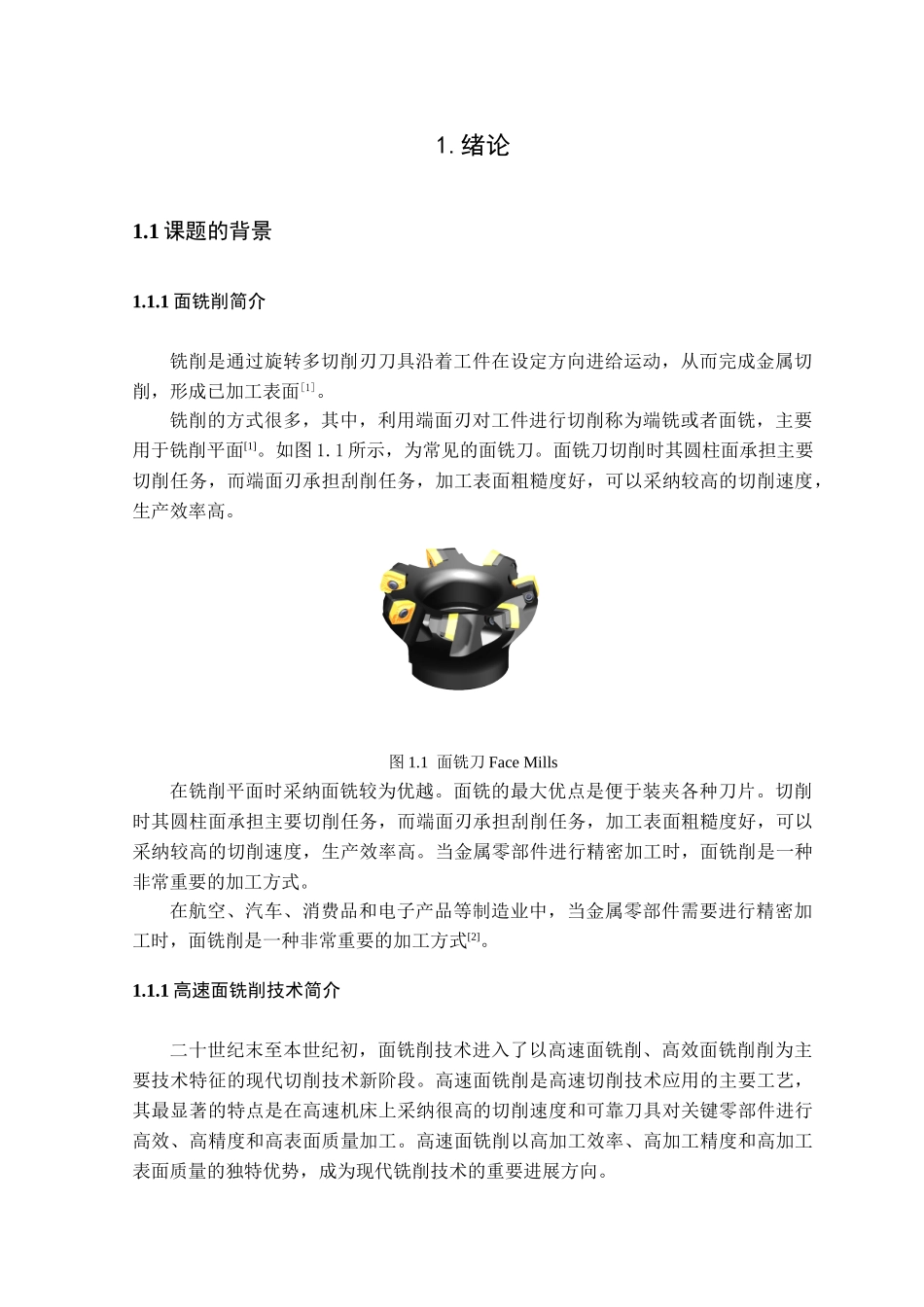
1 所示,为常见的面铣刀
面铣刀切削时其圆柱面承担主要切削任务,而端面刃承担刮削任务,加工表面粗糙度好,可以采纳较高的切削速度,生产效率高
1 面铣刀 Face Mills在铣削平面时采纳面铣较为优越
面铣的最大优点是便于装夹各种刀片
切削时其圆柱面承担主要切削任务,而端面刃承担刮削任务,加工表面粗糙度好,可以采纳较高的切削速度,生产效率高
当金属零部件进行精密加工时,面铣削是一种非常重要的加工方式
在航空、汽车、消费品和电子产品等制造业中,当金属零部件需要进行精密加工时,面铣削是一种非常重要的加工方式[2]
1 高速面铣削技术简介二十世纪末至本世纪初,面铣削技术进入了以高速面铣削、高效面铣削削为主要技术特征的现代切削技术新阶段
高速面铣削是高速切削技术应用的主要工艺,其最显著的特点是在高速机床上采纳很高的切削速度和可靠刀具对关键零部件进行高效、高精度和高表面质量加工
高速面铣削以高加工效率、高加工精度和高加工表面质量的独特优势,成为现代铣削技术的重要进展方向
近年来,高速面铣削技术在工业发达国家获得了快速进展
主轴转速 15000—20000r/min的高性能数控铣床及加工中心的应用相当普遍,主轴转速150000r/min、快速进给速度120m/min的加工中心已经开始应用于生产;金刚石刀具、陶瓷刀具、涂层硬质合金及超细晶粒硬质合金刀具正在不断开发和应用
高速面铣削加工中心与高速切削刀具的迅速进展,标志着高速面铣削技术已从理论讨论进入工业应用阶段[3]
我国高速面切削技术讨论起步于二十世纪八十年代末,1994年中国机床