深层次认识注塑机螺杆一、注塑机螺杆材质分类1、HPT 全硬化粉末合金螺杆采用采用钨钴粉末合金工具钢,经特殊工艺整体硬化处理成型 ,螺杆内部与外部整体硬度相同,达到 HRC65
适合加工各种透明产品、精密产品以及添加纤维的 LCP、PPS、PES、PPA 等特殊高温、高腐蚀性塑料
2、双合金螺杆采用 SACM645、38CrMoAlA 为基材,然后牙顶或者螺槽离子喷焊碳化钨镍基合金,螺杆表面硬度在 HRC60
适合加工各种透明产品以及添加纤维的 PA6、PA66 等工程料
3、电镀螺杆采用 SACM645、38CrMoAlA 为基材,成型过后外表面电镀一层硬铬、镍、钛等元素
硬度在 HRC60
适合加工 PC,PMMA,PET 透明料和腐蚀性塑料 U-PVC 料
4、不锈钢螺杆材质为 9Cr18MoV 特殊不锈工具钢,采用整体淬火+整体硬化处理,整体硬度在 HRC55°左右
5、SKD61 螺杆采用日立 SKD61 材料,经特殊工艺处理成型,产品韧性好,抗扭力强
6、普通氮化螺杆采用 SACM645、38CrMoAIA 为基材经特殊工艺处理成型,氮化层深度 0
8mm,整体硬度HV980T080
适合加工普通塑料,如 PP,ABS,PS,AS,PVC 等普通塑料
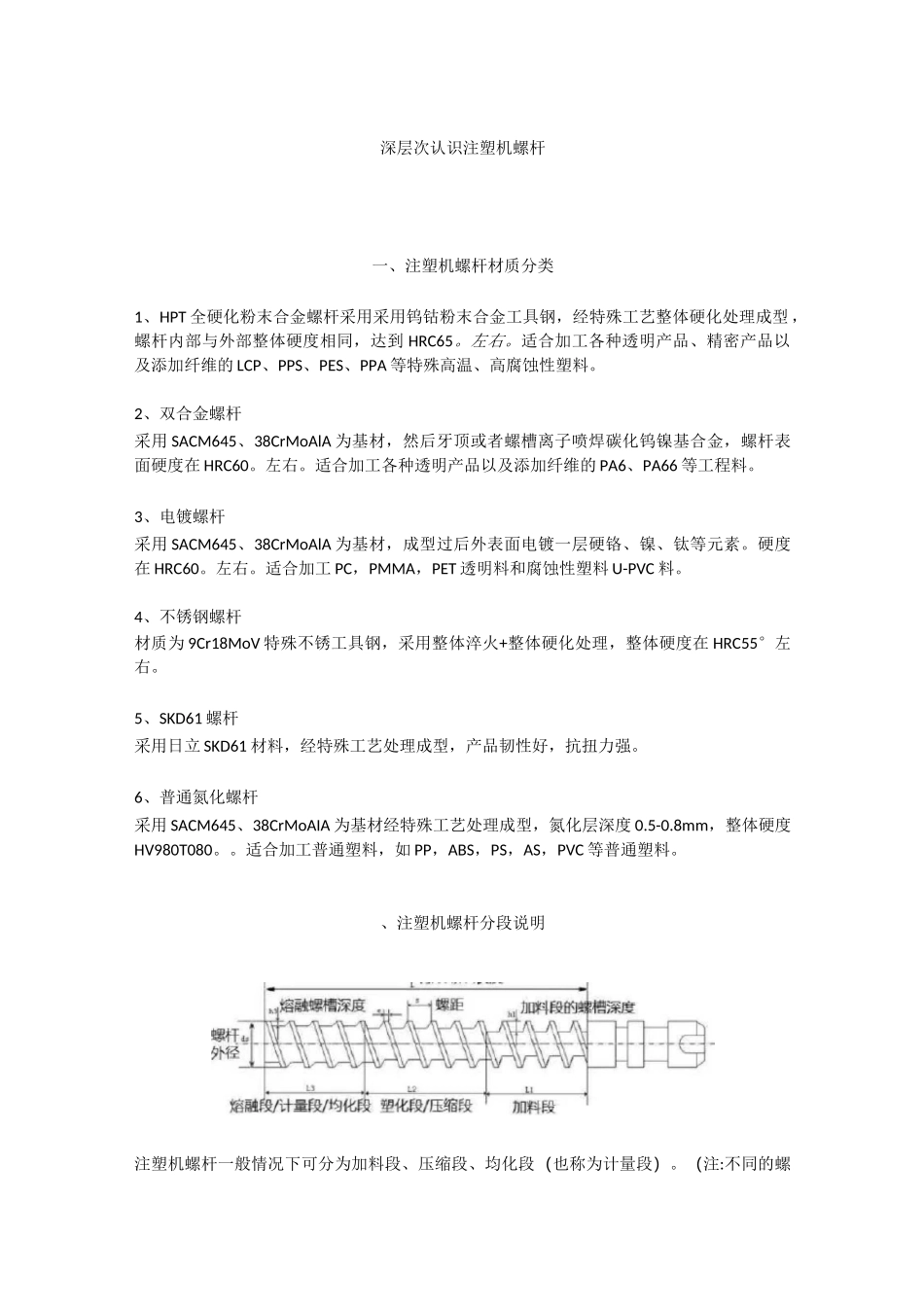
、注塑机螺杆分段说明注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)
(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)1、注塑机螺杆加料段此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤
必须保证塑料在进料段结束时开始熔融
2、注塑机螺杆压缩段此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气
塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要
3、注塑机螺杆均化段此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送