教学案例十滚花 知识目标 ⒈学会滚花加工工艺; ⒉学会计算滚花的基本参数; ⒊掌握滚花的注意事项; 技能目标 ⒈掌握滚花车刀的安装技巧; ⒉掌握带滚花的轴的装夹技巧; ⒊学会滚花的方法; ⒋掌握滚花的注意事项
任务描述 滚花轴,如图10-1 所示,毛坯尺寸:7545mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件
图10-1 滚花轴 任务分析 如图10-1 所示,滚花轴材料为45 钢,毛坯尺寸为7545mm,通过查阅滚花相关的国家标准, 通过公式,计算主要参数
加工时,注意保证零件的同轴度和表面粗糙度
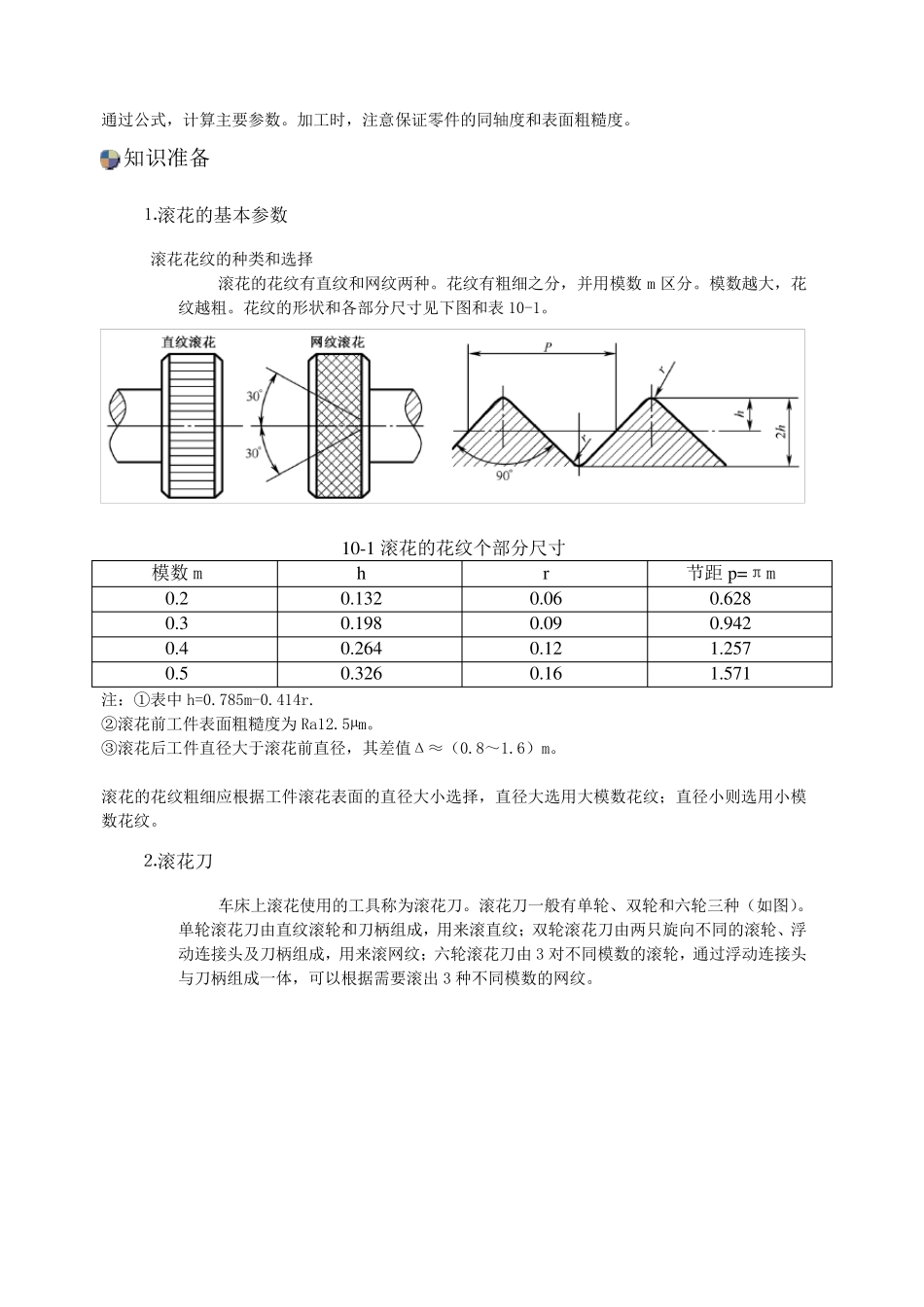
知识准备 ⒈滚花的基本参数 滚花花纹的种类和选择 滚花的花纹有直纹和网纹两种
花纹有粗细之分,并用模数m 区分
模数越大,花纹越粗
花纹的形状和各部分尺寸见下图和表10-1
10-1 滚花的花纹个部分尺寸 模数m h r 节距p=πm 0
571 注:①表中h=0
785m-0
②滚花前工件表面粗糙度为Ra12
③滚花后工件直径大于滚花前直径,其差值Δ≈(0
滚花的花纹粗细应根据工件滚花表面的直径大小选择,直径大选用大模数花纹;直径小则选用小模数花纹
⒉滚花刀 车床上滚花使用的工具称为滚花刀
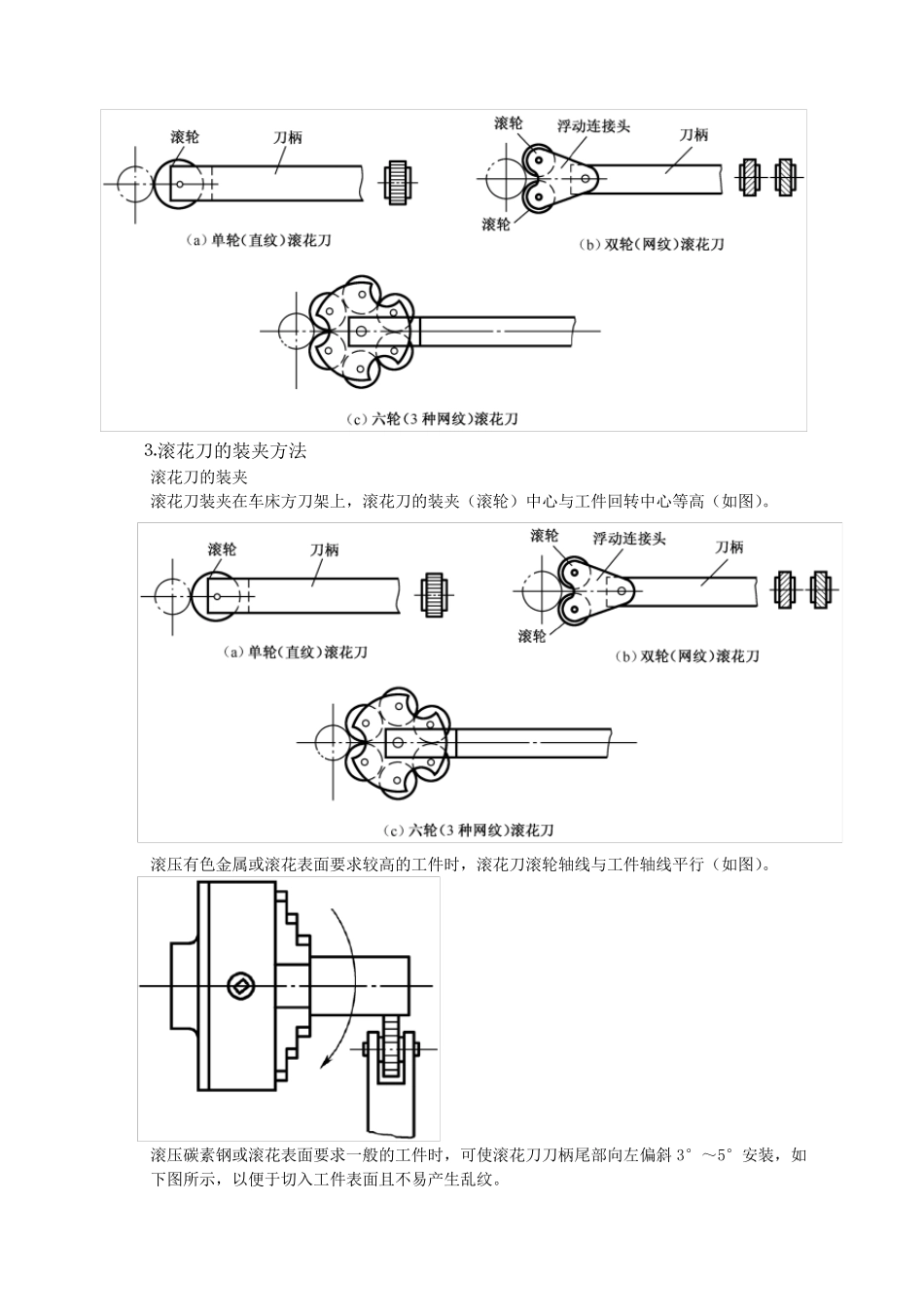
滚花刀一般有单轮、双轮和六轮三种(如图)
单轮滚花刀由直纹滚轮和刀柄组成,用来滚直纹;双轮滚花刀由两只旋向不同的滚轮、浮动连接头及刀柄组成,用来滚网纹;六轮滚花刀由3 对不同模数的滚轮,通过浮动连接头与刀柄组成一体,可以根据需要滚出3 种不同模数的网纹
⒊滚花刀的装夹方法 滚花刀的装夹 滚花刀装夹在车床方刀架上,滚花刀的装夹(滚轮)中心与工件回转中心等高(如图)