--------------------------------------------------基于刀具状态的切削力模型研究(常州铁道高等职业技术学校、常州昌成铁路机械厂江苏常州213011)张宝金摘要:建立适用于变工况加工的切削力模型,将切削力信号用于切削过程监控
建立基于切削参数(切削速度、进给量、切削深度)与刀具状态(主要考虑后刀面磨损量)的切削力模型,通过试验值与模型的预测值之间的比较,进一步验证模型的准确性
关键词:切削力;刀具状态监控;金属切削;模型1引言目前,加工中心(MC)、柔性制造单元(FMC)、柔性制造系统(FMS)及计算机集成制造系统(CIMS)逐渐成为现代机械制造业的主流,为实现制造系统的高度自动化提供了先决条件
自动化生产的实现,依赖于加工过程中切削刀具状态的自动监控,国内外学者在切削力模型方面进行了大量的研究工作
其中,切削力法被认为是一种具有实际应用前景的监控方法[1]
但以往基于切削力信号的研究大多是通过单因素试验[2]确定特定情况下切削力的阈值,从而对刀具状态进行识别
这类方法存在监控阈值难以确定以及监控参数特征信息不能适应切削参数的变化即监控的柔性差等问题,仅适用于不改变或较少改变切削参数的刚性加工生产线
随着计算机技术的发展,建立可适应变工况加工的刀具状态监控系统十分必要
影响切削力的因素有很多,其中切削用量三要素:切削速度、进给量、切削深度对切削力的影响最为显著[3]
本文以外圆车削为例,建立了基于切削参数(切削速度、进给量、切削深度)与刀具状态(主要考虑后刀面磨损量)的切削力简化模型,并通过试验值与模型的预测值之间的比较,进一步验证模型的准确性
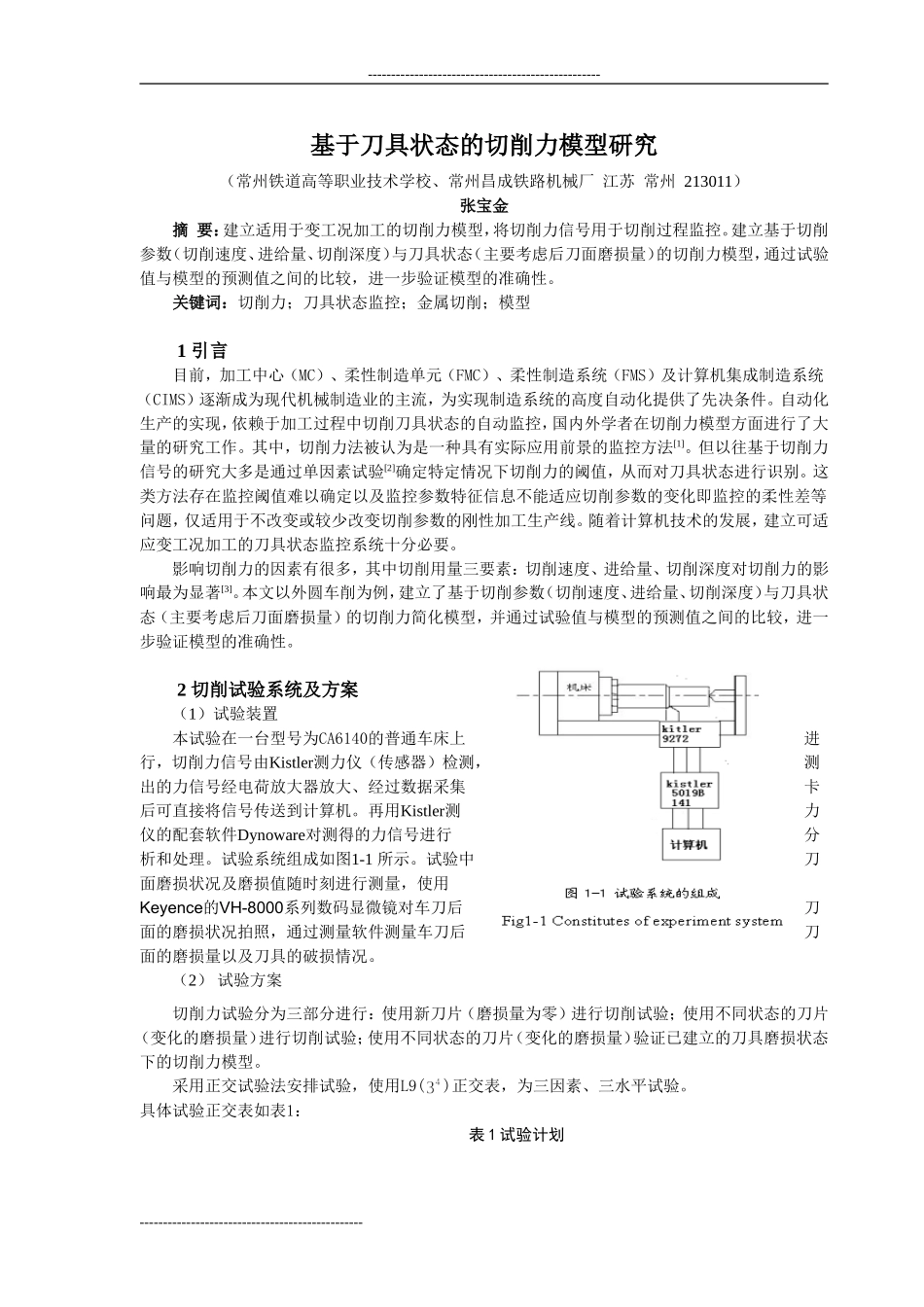
2切削试验系统及方案(1)试验装置本试验在一台型号为CA6140的普通车床上进行,切削力信号由Kistler测力仪(传感器)检测,测出的力信号经电荷放大器放大、经过数据采集卡后可直接将信