1第二章扩散焊与其他焊接方法相比较,扩散焊接方法具有以下一些优点:(1)接头质量好(2)零部件变形小(3)可一次焊接多个接头因而扩散焊可作为部件的最后组装连接工艺
(4)可焊接大断面接头(5)可焊接其他焊接方法难于焊接的材料(6)与其他热加工、热处理工艺结合可获得较大的经济效益2扩散焊缺点扩散焊缺点(1)对零件待焊表面的制备和装配的要求较高(2)焊接热循环时间长,生产率低
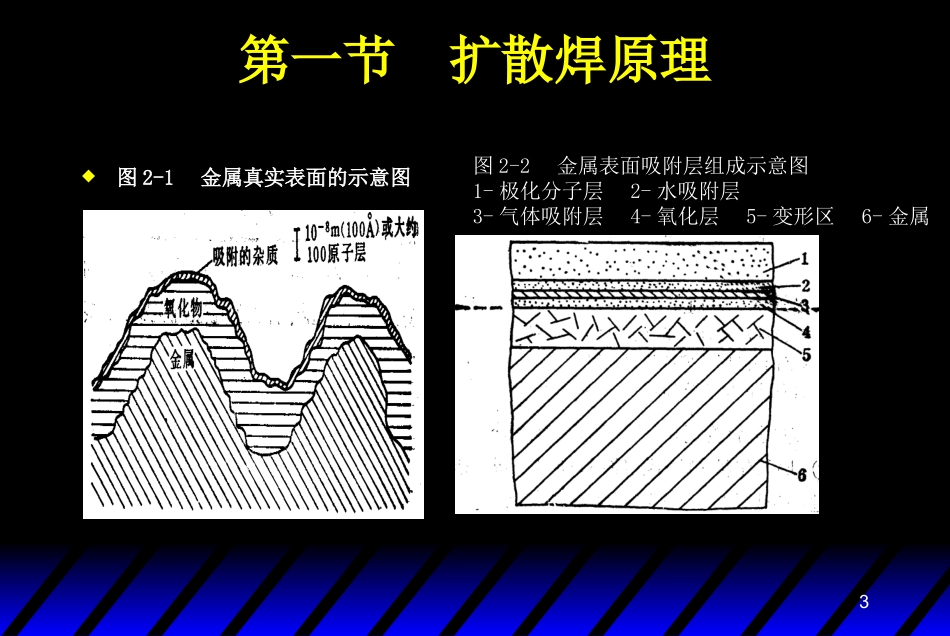
在某些情况下会产生一些副作用,例如母材晶粒可能过度长大(3)设备一次性投资较大,而且焊接工件时尺寸受到设备的限制(4)对焊缝的焊合质量尚无可靠的无损检测手段3第一节扩散焊原理图2-1金属真实表面的示意图图2-2金属表面吸附层组成示意图1-极化分子层2-水吸附层3-气体吸附层4-氧化层5-变形区6-金属4一、同种金属扩散焊模型图2-3扩散焊的三阶段模型a)凹凸不平的初始接触b)第一阶段:变形和交界面的形成c)第二阶段:晶界迁移和微孔消除d)第三阶段:体积扩散,微孔消除5影响其扩散过程和程度的主要工艺因素(1)温度影响扩散焊进程的主要因素是原子的扩散,而影响原子扩散的主要因素是浓度梯度和温度
动力学理论对温度在扩散焊中的影响提供了定量的解释,即:D=D0e-Q/kT式中:D-在T温度下的扩散系数D0—比例常数e—自然对数的底Q—扩散激活能k—波尔兹曼常数T—绝对温度这个公式表明,升高温度对提高原子扩散速度有极大作用,所以扩散焊一般都在高于1/2金属的熔化温度下进行(2)压力压力主要影响扩散焊第一阶段的进行
如压力过低,则表层塑性变形不足,表面形成物理接触的过程进行不彻底,界面上残留的孔洞过大且过多
较高的扩散压力可产生较大的表层塑性变形,还可使表层再结晶温度降低,加速晶界迁移(3)时间扩散焊三个阶段的进行均需要较长的时间
如扩散时间过短,严重时会导致焊缝中残留有许多孔洞,影响接头性能